详情咨询热线:
15037927235
0379-69581002
行业百科
当(dāng)前位置:首页 > 新(xīn)闻资讯 > 行(háng)业百科

铸造企业(yè)在生产过程中,难免遇到缩孔、气泡、偏析等(děng)铸件缺陷,造成铸件成品率低,重新(xīn)回炉生产又(yòu)面(miàn)临着大量的人力、电能的消耗。如何减少(shǎo)铸件缺(quē)陷是铸造人士(shì)一直关心的问题。 对(duì)于减少铸件(jiàn)缺(quē)陷问题(tí),来自英国伯明翰大学的教授John Campbell,John Campbell可谓是身经(jīng)百战,对减少铸(zhù)件缺陷有着独到(dào)的(de)见解。早(zǎo)在2001年(nián),中国(guó)科(kē)学院金属(shǔ)研究(jiū)所研(yán)究员(yuán)李殿中,开展热(rè)加工(gōng)过程组织(zhī)模拟与(yǔ)工艺设(shè)计,就是在John Campbell教(jiāo)授的指导下完成的。今(jīn)天洲(zhōu)际传媒就为大家整理了一(yī)份由国际铸造(zào)大师John Campbell 提出的减少铸件(jiàn)缺陷(xiàn)的十(shí)大(dà)准则,希(xī)望对铸造行业的同仁(rén)们有所帮助。1、好铸件从高质量熔炼开始 一旦要开始(shǐ)浇注(zhù)铸件(jiàn),首先要准备、检查(chá)并(bìng)处理好(hǎo)熔炼(liàn)工(gōng)艺。如果有要(yào)求,可采用能够(gòu)接(jiē)受(shòu)的zui低标准。然而,更好(hǎo)的选择是:准备并采用(yòng)接近(jìn)于零缺陷的(de)熔炼(liàn)方(fāng)案。 2、避(bì)免自由(yóu)液面上产生湍流(liú)夹杂 这就要求避免前端自由液面(弯月面)流速(sù)过(guò)高。对于大部分金属来(lái)说,zui大流速控制在0.5m/s。对于封闭式浇注系统或薄壁件,zui大流速(sù)会适当增加。这个要求也意味(wèi)着金属液的下落高(gāo)度不(bú)能超过“静滴”高度的临界(jiè)值(zhí)。 3、避免金(jīn)属液中表面(miàn)凝壳的层流夹(jiá)杂 这就要求在整(zhěng)个充型过程,不(bú)要出现任何金属液流的(de)前端提(tí)前停止流动。充型前期(qī)的金属液弯月面必(bì)须保(bǎo)持可运动状态,不受表(biǎo)面凝壳(ké)增厚的影响,而(ér)这些凝(níng)壳会(huì)成为铸件(jiàn)一部分。要想获得(dé)这种效果,金(jīn)属液前端可以设(shè)计成(chéng)连(lián)续扩展的。实际中,只有(yǒu)底(dǐ)注“上坡”能实现(xiàn)连续不断(duàn)的(de)上升过程。(如重力铸造中,从直浇道底部开(kāi)始向(xiàng)上流)。这(zhè)就意味着(zhe): 底(dǐ)注式浇注系(xì)统(tǒng); 不要(yào)有“下坡”形式的金属液落下或滑(huá)落(luò); 不要出现(xiàn)大面积的水平流动(dòng); 不(bú)要出现由于倾倒或瀑布(bù)式流动(dòng)而产(chǎn)生(shēng)金(jīn)属液前(qián)端流动停止。 4、避免裹气(产生气泡) 避免浇注系统裹气而产(chǎn)生的(de)气泡进入型腔。可以通过以下(xià)方式达到: 合理设计阶梯型浇口杯; 合理设计直(zhí)浇道,快速充满; 合(hé)理(lǐ)使用(yòng)“水(shuǐ)坝”; 避免采用“井式”或(huò)其(qí)他开放式浇注系统; 采用(yòng)小(xiǎo)截面横浇道或(huò)在直浇(jiāo)道于横浇道连接(jiē)处(chù)附近(jìn)使用陶(táo)瓷过滤片(piàn); 使(shǐ)用(yòng)除气装置; 浇注过程无中断。5、避免(miǎn)砂芯气孔 避免(miǎn)砂芯或砂(shā)型产生(shēng)的气(qì)泡(pào)进入型腔金属液中(zhōng)。砂(shā)芯必须保证(zhèng)非常低的(de)含气量,或者采用适(shì)当的排气以阻止砂(shā)芯(xīn)气孔产生。除非能保证完全干透,否则不能用黏土基砂芯或模具(jù)修复胶。 6、避免缩孔 由于对流影(yǐng)响及不稳定的压力梯度(dù),厚(hòu)大截面的铸(zhù)件是无法实现向上(shàng)补缩。所以要遵循所有的补缩规律来(lái)保证良好的补缩设计,采用计算机模拟技(jì)术进行(háng)验证,实际浇注样件。控制砂型和砂芯(xīn)连接处的飞(fēi)边水平;控制铸型涂料厚度(如果有的(de)话);控制合金(jīn)及铸(zhù)型温度(dù)。 7、避免对流 对流危害与凝固时间有关。薄壁(bì)和厚壁铸件(jiàn)都(dōu)能不受对流危害影响。而对于中等壁厚铸件(jiàn):通过铸件结构或工艺来降(jiàng)低对流危害(hài); 避免向上补缩; 浇满后翻转。 8、减少偏(piān)析 预防偏析(xī)并控(kòng)制(zhì)在标准(zhǔn)范围内,或客户允许的成分超限区域。如果(guǒ)可能,尽量避免通道偏(piān)析。 9、减少残余应力 轻合(hé)金(jīn)固溶(róng)处理(lǐ)后不要进行(háng)水(shuǐ)(冷水或热水)介质淬火。如果(guǒ)铸件(jiàn)应力看(kàn)起来(lái)不大,可采用聚合物淬火介质或强制空气淬火。10、给定基准点 所(suǒ)有的铸件(jiàn)都必须(xū)给定用于尺寸检查和加工的定位基准点。
+查看全文25 2020-03

铸(zhù)造(zào)工艺规程是技术(shù)准备(bèi)工作的核心,是用于指导生产的技术文件(jiàn)。它既是车间进行生产技术准(zhǔn)备和科学(xué)管理的依据,也(yě)是铸造工艺技术水平(píng)的体现和(hé)技(jì)术(shù)经验的结晶。铸造工艺规程编制(zhì)水平的高低,对铸件(jiàn)质(zhì)量、生产成本和(hé)效率起着(zhe)关键性作(zuò)用。 铸造工艺装备是(shì)指在铸造生产(chǎn)过程(chéng)中所用(yòng)的各种(zhǒng)模(mó)具、工具、夹(jiá)具有量具(jù)等的总称。主要有造型(芯)、合型(xíng)、浇注等工艺过程中所用的模样、芯(xīn)盒、浇冒口模、砂箱、芯骨、金属型、烘芯板、造型平板、定位销以及造型(xíng)、下芯的夹具、样板、磨(mó)具、量具(jù)等各种铸造工具。工艺装备对于(yú)顺(shùn)利组织生产,提(tí)高生产率和铸(zhù)件质量,降低铸件成本和劳动强(qiáng)度,是十(shí)分(fèn)重要的(de)。 为(wéi)了使制定(dìng)的铸造工艺便于执行、遵守和交(jiāo)流(liú),制定的用于指导铸造生产的(de)技术文件(jiàn)统称铸造(zào)工艺规程。铸造(zào)工艺规(guī)程分两大类:一(yī)类是工(gōng)艺守(shǒu)则(也称操作规程)。特(tè)点是具有共用性。即对铸件(jiàn)生产通用的生产环节如砂处理(lǐ)、造型(芯)、烘干(gàn)、合(hé)型、熔炼、浇注、落砂清理等制定的每个铸件普遍适(shì)用的(de)工艺规程称为(wéi)工艺(yì)守则。它(tā)往往(wǎng)是用(yòng)文字、表格说明工序(xù)的操作次序、方(fāng)法、规范,以(yǐ)及所采取的材(cái)料和(hé)规格(gé)的技术文件,用于指(zhǐ)导工序生产操(cāo)作。 另一类是针对每个铸件的特(tè)点和要求编制(zhì)的工艺(yì)规程。对(duì)于大批量生产或重(chóng)要铸件的工(gōng)艺规程的内(nèi)容包括(kuò):拟定的铸造工(gōng)艺方案、绘制的铸造工(gōng)艺图、铸(zhù)件图、模样(yàng)模板图、芯盒图、砂(shā)箱图、铸型装配图、工艺卡片等(děng)。对于单件、小批生产的普通(tōng)铸(zhù)件的(de)工艺规程可适当简化。 铸造工艺规程在生产中起(qǐ)下(xià)述作用: 1.有利于进行工艺设计,既能选择合理的(de)工(gōng)艺方案,又能采用(yòng)先进工艺,易于获(huò)得优质(zhì)低成本的(de)铸件。 2.有利于生(shēng)产技术准备工作(zuò),如砂(shā)箱、芯(xīn)骨、模具的制备。 3.是铸造各工(gōng)艺环(huán)节上进行技术检验的根据,易(yì)找(zhǎo)出造成(chéng)铸造缺陷的原因,并及时采取有(yǒu)效措施。 4.可不断积累和总结(jié)经验,有利于(yú)提高生产效率。
+查看全文24 2020-03

皮下气孔的产生,是铸造过程中各个(gè)环节和(hé)工(gōng)序操作不当的综合反应。形(xíng)成(chéng)原因复杂,影响因素很(hěn)多(duō),牵涉到每个人,每到工序,应引起大(dà)家的高度重视。原材料方面(miàn) 1、含(hán)钛(Ti)、含(hán)铝(AI)高的(de)原材料以(yǐ)及高合(hé)金钢、不锈钢等禁止(zhǐ)使(shǐ)用。 2、锈蚀、氧化严(yán)重,油污、煤泥、废砂多的(de)原材料,清理干(gàn)净后使用(yòng)。 3、潮湿、带(dài)水的原(yuán)材料(liào),干燥后使用(yòng)。 4、小于3mm的薄铁皮(管件)等,禁止使用。 5、原材料长度(dù)要控(kòng)制在300-400mm左右。 铁水熔炼方面 1、原材料装炉(lú)时,一定(dìng)要紧实,尽量减少空间,以(yǐ)减少(shǎo)铁水吸气和氧化。 2、在每(měi)炉铁水熔化过程中(zhōng),彻底清渣(zhā)至(zhì)少2-3次,并且,清渣后(hòu)要及时覆盖聚渣和保温材料覆盖(gài)铁水,避免铁水长时间与空气接触吸气和氧化。 3、熔化(huà)好的(de)铁水,高温(wēn)等待时间不超(chāo)过10-15分钟,否则,铁水质量(liàng)会严(yán)重恶化(huà),成为“死水”。 4、出(chū)铁温度(dù)不低于1540±10℃,出铁后,要及时除渣,同时覆盖聚(jù)渣保(bǎo)温剂,防止铁水降温和氧化。 5、禁用不(bú)符合标准的增碳剂。 孕(yùn)育剂方(fāng)面 1、使用前应经300-400℃烘烤,去除其吸附的水(shuǐ)分和结晶水(shuǐ)。 2、孕育剂(jì)粒度(dù)5-10mm。 3、孕(yùn)育剂含铝量(liàng)<1%。 浇注方面(miàn) 1、大(dà)、小包一定要烘干烘透,湿包禁(jìn)止使用,严禁用铁水烫包代替烘干(gàn)。 2、提高(gāo)浇注温度(dù),高(gāo)温(wēn)快浇。浇注原则:慢-快-慢。实(shí)践证明,浇注温(wēn)度(dù)提高(gāo)30-50℃,可(kě)使气孔发生率(lǜ)大大降低。浇(jiāo)注时要让(ràng)铁水始终(zhōng)充满直(zhí)浇道,中间不断流,以迅速建立(lì)铁水静压(yā)力,抵制界面气(qì)体侵入。 3、小(xiǎo)包铁(tiě)水温度(dù)低于(yú)1350℃禁(jìn)用,应回炉提温(wēn)后使(shǐ)用。 4、加强挡渣、蔽渣,及时(shí)清除氧化皮,防止其带入型腔。 混砂方面(miàn) 1、严(yán)格控(kòng)制型砂水分不大于(yú)3.5%。 2、型砂透气性(xìng)控制在130-180,湿压(yā)强度(dù)120-140KPa,紧实率35-38%,型砂表面硬(yìng)度(dù)>90。 3、选用优(yōu)质膨润土和(hé)煤粉。 4、按规定配入新砂。 5、每天混砂结束,要将多余型砂(shā)回收,并彻底清理和打扫混砂机(jī)。 模(mó)具和造型方面(miàn) 1、模具分型面(miàn)要设排气孔(kǒng)槽或排气道及暗气(qì)室,以减轻气体压力。 2、在模具上增(zēng)设暗气室,以减轻气体压力(lì)。 3、在横浇道或砂芯上面(miàn)洒冰(bīng)晶石粉(用(yòng)量(liàng)多少,通过试(shì)验后确定(dìng))。 制(zhì)芯方面 1、硅砂(shā)含水(shuǐ)要求<0.2%,含泥量(liàng)<0.3%。 2、制芯工艺:混砂前,硅(guī)砂需加热至(zhì)25-35℃,先(xiān)将组分(fèn)1加(jiā)入砂中,混(hún)制1-2分钟,再加入组分(fèn)2,继续混(hún)制1-2分钟(zhōng)。两(liǎng)组分加入量各为砂的质(zhì)量分数的0.75%. 3、由于聚异氰(qíng)酸(suān)脂对水的敏(mǐn)感度较高(gāo),制好的砂芯存放时间(jiān)不应超过24小时。 4、三乙胺浓度和残留量过高,易使铸(zhù)件产生皮下气孔(kǒng)。
+查(chá)看全文23 2020-03

机械粘砂(shā)又称为金属液渗透粘(zhān)砂,是由(yóu)液态(tài)金属或金属氧(yǎng)化物(wù)通过毛细管渗透或气相渗透方(fāng)式钻入(rù)型(xíng)腔表面砂粒间隙(xì),在铸件表面形(xíng)成(chéng)的金属和砂(shā)粒机械混合的粘(zhān)附层。清铲粘砂层时可见金属光泽。机械粘(zhān)砂表面呈海绵状,牢固(gù)地粘附在铸件表面(miàn),多发生(shēng)在砂型和砂芯表(biǎo)面受热作用(yòng)强烈及砂型紧实度低的部位,如(rú)浇冒口附近、铸件厚大截面、内角和凹槽处。 机械粘砂不仅影(yǐng)响(xiǎng)铸(zhù)造铸件的外观质量,甚至引起报(bào)废,因此对铸(zhù)件(jiàn)的机械粘(zhān)砂必须引起足够的重视,以提高产品成品率。笔者结(jié)合多年的生产实践经验(yàn)并参阅有关资(zī)料(liào),谈谈铸件机械粘砂的产生原因及其(qí)防止措施(shī)。 1、铸件和(hé)模样设计 如果铸件和模(mó)样的结构(gòu)会使砂型具有尖角、悬伸或突出的(de)形状,或具有扁薄的砂(shā)台或砂芯,则这种设计(jì)会促进机(jī)械粘砂产生。因为这类结构的铸(zhù)件(jiàn)会使砂型、砂(shā)芯局部热量(liàng)集中,其正(zhèng)常的性能受到破坏,砂(shā)型(xíng)、砂芯表面(miàn)提前(qián)溃散,熔融金(jīn)属(shǔ)或金(jīn)属氧(yǎng)化物易于渗入而产生机械粘砂。对此,可(kě)在(zài)热(rè)量集中的部位采用(yòng)特殊砂型,如锆砂或橄榄石砂,以提高其长时间受热或受高温辐照的能力。 2、模样(yàng) (1)模样的工艺设(shè)计不良(liáng),使砂型舂不(bú)紧实或紧实(shí)度不匀,会造(zào)成型腔表面粗糙或(huò)疏松(sōng),对产生(shēng)机(jī)械(xiè)粘砂有直接影响。模样(yàng)的工艺设计常出现以下错(cuò)误: ①分模面选择不当,致使(shǐ)上型过(guò)高,或(huò)在砂型中形(xíng)成很深的型(xíng)腔。 ②模样(yàng)在模底板上的位置(zhì)布置不当,使(shǐ)凹陷处难于舂(chōng)实,这可能(néng)是由(yóu)于模样距箱壁太(tài)近,或模样排列过密所(suǒ)致。由于模(mó)样(yàng)排列过于拥挤,会引(yǐn)起铸件产(chǎn)生胀砂,即(jí)使没有(yǒu)明显的胀砂,也(yě)会发生机械粘砂。由于产生(shēng)缺陷的根源相(xiàng)同,机械(xiè)粘砂和胀砂会出现在同一(yī)个铸件上(shàng)。 ③直浇道(dào)、冒口和横浇道的位置布置(zhì)不当,会(huì)出现(xiàn)不易舂实的凹陷部(bù)位,这与浇冒口系统(tǒng)的布局有关。 ④起模斜(xié)度<1.5°时,即使(shǐ)整个砂型的紧实度合(hé)适,也(yě)会使砂型表面撕裂(liè),易于使金属或金(jīn)属氧化物渗(shèn)入。 (2)模(mó)样的工艺结构(gòu)不良,导致金属液静压力过(guò)高。由于静压力的增高(gāo),砂型的负荷也(yě)就加重,因(yīn)此需要采用特殊的砂(shā)型或更紧实的造型方法,以(yǐ)抵挡金属液对砂型的渗透(tòu)压力。 3、砂箱(xiāng) 砂箱(xiāng)的设计(jì)及构造不合(hé)理,致使砂(shā)型紧实度不(bú)匀或舂砂过(guò)软(ruǎn)。 产(chǎn)生(shēng)这些问题的一般(bān)原因如下: (1)箱(xiāng)带的位置不(bú)当,妨碍某些凹陷部(bù)位的舂实(shí),因而导致砂型(xíng)局部过(guò)软,引起胀砂(shā)或机(jī)械粘砂。 (2)因砂箱太小造成舂砂(shā)不实。 (3)箱带(dài)位置不(bú)当(dāng),使直浇道(dào)和冒口不能放在合(hé)适(shì)的位(wèi)置上,以致(zhì)冒口或直浇道与模样间的(de)型(xíng)砂舂不紧实。又因该处必然造成热(rè)量(liàng)集中,使机械粘砂更为严重。因此,如直浇道或冒口(kǒu)的位置(zhì)不能改变,则必须将箱带割去一块或整个(gè)去掉。 (4)上箱过高。机械粘砂通常与型腔表(biǎo)面的(de)抗渗透能力及(jí)金属液的静压力有关,金属(shǔ)液(yè)压力的大小,与金属的(de)密(mì)度和上(shàng)箱(xiāng)高度有关。如从(cóng)铸件补缩(suō)需要出发(fā),上箱应有(yǒu)一定(dìng)高度(dù),但型砂性能也(yě)一定要随之加(jiā)以改(gǎi)善。 4、浇冒(mào)口系(xì)统 (1)浇冒口的位置不当(dāng)导(dǎo)致砂型局部过热,从而促(cù)使型(xíng)腔表面过早毁坏,金(jīn)属液或(huò)在(zài)高温下(xià)形成(chéng)的金(jīn)属氧化物就更(gèng)容易渗入(rù)型腔表面。 这类情况较典型的例子有下列几种: 第yi,直浇道或冒口距(jù)型面(miàn)过近,形成一个热(rè)节区,这一热节区的砂型如未舂实,则机械粘砂缺陷就会十分(fèn)严重。 第二,在一定的型腔表面上流(liú)过的(de)金属液过多(duō),会把(bǎ)型面加(jiā)热到足以毁(huǐ)坏的程度。如果(guǒ)型(xíng)腔(qiāng)中初期(qī)凝固的硬(yìng)壳被后来流入的(de)金属液(yè)重熔,则粘(zhān)砂就更(gèng)为严重。 第三,在浇(jiāo)注时,凡能(néng)造成金属液压力过(guò)高的任何因素(sù),均可能导致铸件产生机(jī)械粘砂。当金属液(yè)不仅压力(lì)高,而(ér)且温度也(yě)高时,情况尤为严(yán)重。 (2)直(zhí)浇道、横浇道和内浇道的截(jié)面比(bǐ)例不(bú)当,使金属液在浇(jiāo)注(zhù)时不断受到氧化,增加了金属氧化物的数量,并导致对(duì)型(xíng)砂的助熔作(zuò)用。在浇注过程(chéng)中(zhōng),浇注系(xì)统应始终充满金属液(yè),否则(zé),在浇注系统中的任何部位均能(néng)使(shǐ)金属液受到氧(yǎng)化。 (3)冒(mào)口颈(jǐng)尺(chǐ)寸过大,将造成(chéng)其周(zhōu)围型砂(shā)过(guò)热,这是一(yī)个较为普遍(biàn)的问题。这一问题常是由于(yú)冒(mào)口(kǒu)颈太长引起的,为了使冒口颈(jǐng)中金属液不致过早凝固,就不(bú)得不加大颈部尺寸。如果因为冒口(kǒu)颈设计(jì)不(bú)当(dāng)导致补缩不到,那么zui好(hǎo)是(shì)缩短冒口颈,以防止凝固,而不是加(jiā)大其尺寸。尺寸较小的冒口颈,可以减(jiǎn)少砂型受热。 (4)浇口杯或直浇(jiāo)道设计不(bú)当,以致浇注时(shí)卷入空气造成金属液氧化,这通常是(shì)由于(yú)湍流引起的,随着金属液表面氧化膜的(de)不断积累会(huì)引起机械(xiè)粘砂。 5、型砂 (1)原砂粒度分布(bù)不均匀(yún),会造成(chéng)砂(shā)型紧实度低,原砂(shā)的粒度分(fèn)布(bù)对砂型(xíng)的zui大(dà)紧实度有直接影响。 (2)型砂的流(liú)动(dòng)性和成型性差。 (3)壳(ké)型砂上树脂(zhī)的覆膜太薄(báo),会使型壳的(de)局部(bù)强度降低和局(jú)部砂粒未被树脂覆盖,往往由于这种简单的原(yuán)因,使铸(zhù)件发生机械粘砂。 (4)铸型的透气性过高,这是型砂(shā)颗(kē)粒太粗(cū)的另一种反映。透气(qì)性和紧实度是相互(hù)影响的两个因素。紧实度低则透气性好,反之亦然。 (5)型砂中碳素材料(liào)或(huò)脱氧物质不足,会产生过(guò)多的金属氧化物,使氧(yǎng)化物湿润(rùn)砂粒(lì)而易于渗入。 6、制芯 (1)未刷涂料砂芯的砂粒太粗或粒度分布不佳(jiā),与原砂粒度分布不(bú)均匀(yún)一样,对产生机械粘砂有影响。 (2)砂芯未舂实,与砂(shā)型(xíng)未舂(chōng)实的性质一样(yàng),对机械粘砂有重(chóng)大影响(xiǎng)。 (3)砂芯表面粗糙或多(duō)孔,会(huì)引起机械粘砂。熔融金属或金属氧(yǎng)化物浸润了这种粗糙的或多孔的表面后就会渗入砂(shā)芯(xīn)。 (4)砂芯在储(chǔ)存期间吸湿。对砂芯来说(shuō),水分过(guò)多更为麻烦。因为砂芯水分过多不易(yì)察觉。有的(de)砂芯(xīn)看(kàn)上去像是干的,但实际(jì)上其水分(fèn)仍然很高。 (5)砂芯(xīn)在(zài)搬运(yùn)时(shí)操作不慎,或在涂料尚处于(yú)湿态时搬运而(ér)招(zhāo)致(zhì)破损(sǔn)或擦伤(shāng)涂层。其(qí)后果(guǒ)是造成砂芯上的(de)涂料不够,以致不能阻止金属或金(jīn)属(shǔ)氧化物渗入(rù)砂芯。涂料破损处就(jiù)好像在砂芯上开了(le)一个(gè)出(chū)气(qì)孔一样(yàng),造成(chéng)金属液沸腾而产生机械粘砂(shā)。 (6)砂芯涂料浸入太浅,会(huì)直(zhí)接引(yǐn)起机械粘砂。 (7)砂芯涂料的高温(wēn)强度低。由(yóu)于(yú)涂料中的粘土不(bú)足,或(huò)是溶剂太多,以致粘结剂含(hán)量减少,造成涂料高温强度降低而引起机械粘砂。 (8)芯砂混制(zhì)不(bú)良,使(shǐ)砂芯个别(bié)部位强度(dù)过低,在(zài)浇注时造成崩落,因而产生机械(xiè)粘砂(shā)。 (9)砂(shā)芯清扫和修(xiū)整不良(liáng)时,会直接造成机械粘砂。对砂(shā)芯加(jiā)强检验,这(zhè)类缺陷是应该能够避免的。 (10)砂芯在浸、喷涂料后未再次烘干。与砂芯在砂型中吸湿(shī)返潮一(yī)样,涂层(céng)不干极(jí)易(yì)发生剥落与掉皮。 (11)芯盒不干净,会使芯砂粘附在芯盒上,造成砂芯表面粗糙(cāo)。质量优良的砂芯有致密的表面层,芯盒不干净就得不(bú)到(dào)具有致密(mì)表面层的优质砂芯。 7、造(zào)型 (1)舂砂松软(ruǎn)和紧实度(dù)不均(jun1)匀。在大多数情况下,舂砂紧实和紧实度均(jun1)匀同样(yàng)重要。然而,有时紧实度不均匀比砂型整体松软(ruǎn)的危害更大。 (2)砂型修补不良(liáng)。砂型(xíng)修补(bǔ)面粗糙疏松,会引起机械粘(zhān)砂;修型(xíng)过度或修补部(bù)位水分过高,也会造成金属液(yè)沸腾而引起机械粘砂。 (3)补砂(shā)不良的部位(wèi)毛糙、疏松(sōng),会发生机械粘砂。 (4)砂型涂料不匀或不足。 (5)表(biǎo)干型的涂料干燥不匀或未充分烘干。 (6)脱模液用(yòng)量过多(duō)会削弱砂型表面强度(dù),促成金(jīn)属(shǔ)液沸(fèi)腾(téng)而产生铸件机械粘(zhān)砂。 (7)砂型涂料的波美度(dù)太低,涂料就会(huì)被砂型吸入,因而(ér)发生涂料掉皮、掉屑或(huò)剥落而造成(chéng)机械粘砂(shā)。 (8)模样表面(miàn)覆盖(gài)的面砂量不足,这是常见的操作疏(shū)忽。 (9)冷热材料(砂芯(xīn)、砂型(xíng)、芯撑(chēng)、冷铁等)接触到一起。冷热材料相遇,会使水分凝聚。水分能引(yǐn)起沸腾(téng)型机械粘(zhān)砂,同时大幅增加(jiā)氧化物的生成(chéng)速度,随后便会(huì)发生金属氧化物的渗(shèn)入。这(zhè)是产生机械粘砂的一般原因,也是高压(yā)造型产(chǎn)生机械粘砂的(de)主要原(yuán)因。 8、金属成(chéng)分 (1)易于形成流(liú)动性(xìng)好的金属氧化(huà)物,流(liú)动性(xìng)好(hǎo)的金属比表面张力高或(huò)粘(zhān)稠的(de)金属更(gèng)容易(yì)引(yǐn)起(qǐ)机械粘(zhān)砂。 (2)合金中含有低(dī)熔点成分,如铅青铜(tóng)中的铅就容易引起机械(xiè)粘砂(shā)。因为铅比母体(tǐ)金属温度还低很(hěn)多(duō)时仍(réng)然(rán)处于流动状态。 (3)需要高温浇(jiāo)注的合(hé)金。由(yóu)于合金(jīn)流动性好,容易产生机械粘砂。此外,因浇注(zhù)温度高,加速了氧化物的生成速度,故更具有形成(chéng)氧化性机械粘砂的倾(qīng)向。 9、浇注 (1)浇注温度过高(gāo)时,不但会使金(jīn)属液流动性提高,还会使金属(shǔ)液迅速(sù)氧化,因而加速了氧化性机械(xiè)粘(zhān)砂的发生。 (2)浇包抬(tái)得过(guò)高和上(shàng)箱过高(gāo)一样(yàng),会形成过高的金属压头,促使金属或金属氧化物(wù)进(jìn)入砂(shā)型的孔隙中。
+查看全文21 2020-03
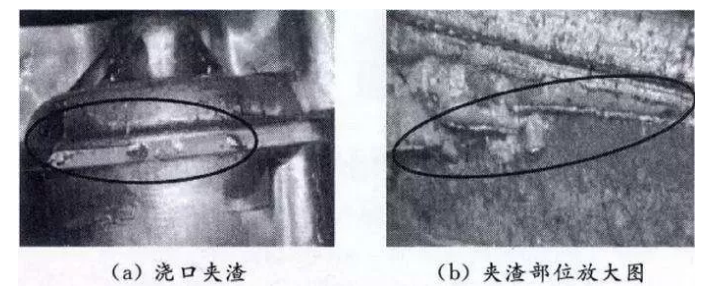
消失模进砂是消失模铸造时常见的缺陷,进砂部(bù)位可能涉(shè)及(jí)到(dào)直浇道/横浇道/内(nèi)浇道等,尤其(qí)是浇注系统与逐(zhú)渐(jiàn)结合的部位。消失模铸(zhù)造的夹(jiá)渣(zhā)缺陷 夹渣缺陷是指干砂粒、涂料及其他夹杂物在(zài)浇(jiāo)注(zhù)过程中随着(zhe)铁(tiě)水进入铸件(jiàn)而形(xíng)成的缺陷。在机(jī)加工后(hòu)的铸件表面上,可看到白色(sè)或黑灰色的夹杂物斑点,单个或成片分布,白色为石英砂颗粒,黑灰色为渣、涂料、泡沫模型热解后(hòu)残留物和其他夹杂。这种缺陷(xiàn)俗称为“进砂(shā)”或“夹渣(zhā)”,在消失模铸造生产中该缺陷是一种(zhǒng)很常见的缺陷。几乎采用消失模铸造的工厂(chǎng)是普遍存在(zài)的,且很(hěn)难彻底根除。只有在每一道工(gōng)序上采取多种措施(shī)且(qiě)精心(xīn)操(cāo)作才能把“夹渣”降(jiàng)到很低,取得比较(jiào)满意的效(xiào)果。 在(zài)消失模铸件冷却(què)打箱(xiāng)后未清理前,根据铸件及浇注系(xì)统表面状况,即可以判定有没(méi)有进(jìn)砂和(hé)夹渣缺(quē)陷。如果浇口杯、直浇道(dào)、横浇道、内浇道和浇口(kǒu)表面或连接处以及铸件表面粘砂严重或有(yǒu)裂(liè)纹(wén)状粘砂存在,则基本可(kě)以(yǐ)肯定铸件有(yǒu)夹渣和进砂缺(quē)陷。砸断浇道棒或(huò)浇道拉筋(jīn),可看到(dào)断口上有(yǒu)白色斑点,严重时(shí)断口形(xíng)成一圈白色斑(bān)点。这样的(de)铸件,特别是板状、圆(yuán)饼状铸件机加工后加工面上(shàng)就(jiù)会有白色、黑灰色斑点缺(quē)陷。如果工序操作规程(chéng)控制不严(yán)格(gé),生(shēng)产的铸件(jiàn)严(yán)重的影响了铸(zhù)件质量和定(dìng)单完成的进(jìn)度。 造成夹渣和进砂缺陷的原因 经过我(wǒ)们在(zài)生产实践中长(zhǎng)期观(guān)察证明,从浇(jiāo)口杯(bēi)、直(zhí)浇(jiāo)道、横浇道、内浇道(dào)至铸件(jiàn),所有部位都有可能造成(chéng)进砂,特别是浇注(zhù)系统与铸件的结合部(bù)位。在整个生产过程(chéng)中,浇注系统白模表面的涂(tú)料脱落开裂、白模结合部位(wèi)的涂料(liào)脱落开裂、泡(pào)沫塑料白模表面(miàn)的涂料脱落开裂、直浇道封闭不(bú)严密(mì)等(děng)因素是造成夹渣、进砂缺陷的(de)zui主(zhǔ)要原因(yīn)。其(qí)次,工艺参数的选择,如浇注系统净压头大小、浇注温度(dù)高低、负压度大小、干砂(shā)粒度(dù)等因素,以及模型运输过程及装箱操作(zuò)情(qíng)况等都对铸(zhù)件夹渣和进砂缺陷有很大影(yǐng)响(xiǎng)。只有在这些环节采取系统的措施(shī)、精心操作,才能把铸件(jiàn)的(de)夹渣缺陷减少和基本消除(chú),获得优质铸件。克服(fú)夹渣缺(quē)陷是一个(gè)系统工程(chéng)。 减少和克服夹渣缺陷的方法和措施 进砂问题、夹渣缺(quē)陷是消失模铸造生产的(de)一大难题。目前(qián)消失模铸造生产很成功的主要是三类(lèi)产品,即抗磨件、管(guǎn)件和箱体类铸件,它们都是很少加工或不加工(gōng)的铸件。对(duì)于加工面多且(qiě)要求高(gāo)的铸件,夹(jiá)渣(zhā)缺(quē)陷是一个关键需要解(jiě)决的问(wèn)题。我们的经验是从以(yǐ)下几个方面采取措施可以减少和消除夹(jiá)渣(zhā)缺(quē)陷: 1,涂(tú)料 消失模涂料的(de)作用是: 1),提高铸件(jiàn)表面光(guāng)洁度、使铸件(jiàn)粗燥度降低2-3个等(děng)级,提高铸(zhù)件表面质量和(hé)使用性能。 2)减少和防止(zhǐ)粘砂、砂孔缺(quē)陷(xiàn)。 3),有利于清砂、落砂。 4),将(jiāng)浇注时(shí)消(xiāo)失模融熔的液体和气体顺利通过涂料(liào)层排出到铸型(xíng)砂中去,而且防止金属液渗入砂型,防止(zhǐ)铸件产(chǎn)生气孔、金属渗透和碳缺(quē)陷。 5),提高模样强度(dù)和刚度,防止在运输、填(tián)砂震动(dòng)造(zào)型(xíng)时产生变形和破坏,有(yǒu)利于提高(gāo)铸(zhù)件尺(chǐ)寸(cùn)精度和成品(pǐn)率。消失(shī)模(mó)铸造用涂(tú)料要(yào)求具有强度、透气性、耐火度、绝热性、爆热抗(kàng)裂性、耐急泠急热性、吸(xī)湿性、清理性、涂挂(guà)性、悬浮(fú)性、不流淌性等一(yī)系列性能,防止夹渣缺陷首先要求涂料具(jù)有高的强度和耐火性能。要求涂(tú)挂于白模表面的涂料层在烘干和(hé)运输(shū)过程中不产生裂纹(wén)和开(kāi)裂,即涂料(liào)应具有足够的室温(wēn)强度;而在(zài)浇注过程中(zhōng),在高温金属的长(zhǎng)时间冲(chōng)刷作用下(xià)涂料层也(yě)要(yào)不脱落、不(bú)产生(shēng)裂(liè)纹开裂,即有(yǒu)高(gāo)的高温强度。在液态金(jīn)属进入铸型(xíng)时直浇口封闭(bì)严密、铸件和浇(jiāo)注系统表面(miàn)的涂料层不脱落、不产生(shēng)裂纹(wén)和(hé)开裂是防止夹(jiá)渣缺陷的首(shǒu)要条件,如果浇道(dào)密封不严密,涂料层产生脱落、裂纹和(hé)开裂,大(dà)量砂粒、涂料和夹杂物(wù)就会(huì)进(jìn)入金属形成夹渣缺陷。强度和透气性是涂料的两个(gè)重要的性能,有时候要求浇注(zhù)系统用的涂料要比(bǐ)铸(zhù)件涂(tú)料具有更高的耐火(huǒ)强度,以抵御高温金属长时间的冲刷作用而不(bú)脱落开裂。操作工(gōng)在涂刷(shuā)过(guò)程必须保证涂料的均匀性。 2.装箱操作 在装箱(xiāng)时模样组(模型+浇注系统)表(biǎo)面的涂料层不允许(xǔ)有任何脱落、裂纹和开裂(liè),特(tè)别是在(zài)直(zhí)浇道与(yǔ)横浇道结合处、横浇道与内浇(jiāo)道结(jié)合处、内浇口与铸型结合处,只要有(yǒu)松动、裂纹、连接(jiē)不牢靠就有可能进砂。这就要求结合处强度要高(gāo)、涂料要比较厚,浇注系统要(yào)有足够(gòu)的刚性(xìng),必要时需设(shè)置拉筋(jīn)或加固套。模样组放置于砂(shā)箱底(dǐ)砂上时应平稳,不(bú)允许(xǔ)悬空放置时(shí)即开始撒(sā)砂震动造型(xíng),以避免震裂涂料层。不要正对模样(yàng)猛烈加砂,应先用软(ruǎn)管加砂,震动(dòng)振实时再用雨(yǔ)淋设备撒(sā)砂。开始震动造(zào)型时震(zhèn)动要轻(qīng)微(wēi)、震幅要小,等干砂埋住模样再大(dà)幅震动。在震动造(zào)型时浇注系统特(tè)别(bié)是直浇道时不允(yǔn)许掰、弯,以免(miǎn)涂(tú)料层破裂,要严密封闭直浇(jiāo)口以免进砂。整个装箱、撒砂、震动、造型操作过程要(yào)非常仔(zǎi)细小心,一定要保证在浇注前模样组涂料层没有(yǒu)任何脱落(luò)、开裂和裂纹。在(zài)浇(jiāo)注前应再次把浇口(kǒu)杯清理保证没(méi)有浮砂、尘土和(hé)杂(zá)物。 3,浇注压头、温度和(hé)时间 浇注时压头越高对(duì)浇注系(xì)统和铸型的冲(chōng)刷越大,冲坏涂料造成进砂的可能(néng)性也越大,对不(bú)同大小的铸件压头要有所不同。要选择(zé)容量(liàng)合适的浇包,浇包要尽可(kě)能降低浇(jiāo)注高度,包嘴尽量靠近(jìn)浇口杯,应避免用大包浇小(xiǎo)活。浇注温(wēn)度(dù)越高,对涂料性能要求就越(yuè)高(gāo),就(jiù)越容易产(chǎn)生粘(zhān)砂夹渣等缺陷,应选择(zé)合适(shì)的浇注温度。对于灰铸铁件,出炉(lú)温度可在1480℃左右,浇注温度为1380-1420℃;球铁铸件出炉温度应在1500℃以上,浇注温度为1420-1450℃;铸钢件浇注(zhù)温度为(wéi)1480-1560℃。一箱需铁水300-500公斤的铸铁(tiě)件浇(jiāo)注时间可(kě)控制在10-20秒左右。 4,负压 消失模铸(zhù)造(zào)的浇注(zhù)过程一般都是在(zài)真空条件下进行(háng)的,负压的(de)作用(yòng)是紧实干砂(shā)、加快排气、提高充(chōng)型能力(lì),在真空密封(fēng)条(tiáo)件下(xià)浇(jiāo)注(zhù)改善了工作环境。负压度的大(dà)小对铸件质量有很大影响,过大(dà)的负压(yā)度使金属液流经开(kāi)裂、裂纹处时吸(xī)入干砂和夹杂物(wù)的(de)可能性(xìng)增加,也使(shǐ)铸件的粘(zhān)砂缺陷增加。过快的充型速度(dù)增加了金属对浇道和铸型的冲刷能力,易使涂料脱落(luò)进入金属,也容易(yì)冲坏涂料层造(zào)成进砂。对于铸铁(tiě)件,合适的负压度一(yī)般(bān)0.025-0.04MPa。 5,设置(zhì)挡(dǎng)渣、撇渣和集渣冒口 在浇注系(xì)统设置挡(dǎng)渣、撇渣和(hé)铸件上(shàng)设(shè)置(zhì)集渣冒口和(hé)采取挡渣、撇渣措施有助于改善进砂(shā)和夹渣缺陷。 6,型砂 型砂粒度过粗、过细都影响夹渣和粘(zhān)砂缺陷(xiàn)的产生,粒度过粗使(shǐ)粘(zhān)砂夹渣缺陷(xiàn)增加。铸铁件一般采(cǎi)用粒度30/50的干石英砂(水洗砂)即可。 7,采(cǎi)用铁水净化技术(shù) 消失模铸件的整个成(chéng)型(xíng)过程都要(yào)考虑铁水净化问题,这是消失模铸造(zào)的关键技术之一。包括(kuò)从铁水熔炼(liàn)、过热、直(zhí)至浇入铸型的(de)全过程均(jun1)要考虑净化问题,过滤技术是其中(zhōng)之一。
+查看全文20 2020-03

机械(xiè)粘(zhān)砂(shā)又称为金(jīn)属液渗透粘砂,是由液态金属(shǔ)或(huò)金属氧化物通过毛细管渗(shèn)透或气相渗透方式钻入型(xíng)腔表面砂粒间隙(xì),在铸件表面(miàn)形成的金属和砂粒机械混合(hé)的(de)粘(zhān)附层。清铲(chǎn)粘砂层时可见金(jīn)属光(guāng)泽。机械粘砂表面呈海(hǎi)绵状,牢固(gù)地粘附在铸件表面,多发生在砂型和(hé)砂(shā)芯(xīn)表面受热作用强烈及砂型(xíng)紧实度(dù)低的部位,如浇(jiāo)冒口附(fù)近、铸件厚大截面(miàn)、内角和凹槽处。机械粘(zhān)砂不仅影(yǐng)响铸(zhù)造铸件的外(wài)观质量,甚至引(yǐn)起报废,因(yīn)此对(duì)铸件(jiàn)的机械粘(zhān)砂必(bì)须引起足够的重视,以提高产品成品率。笔者(zhě)结合多年的生产(chǎn)实践经(jīng)验并参(cān)阅有关资料,谈谈铸件机械粘砂(shā)的产生原因及其防止(zhǐ)措施(shī)。 1、铸件(jiàn)和模(mó)样设计 如果(guǒ)铸件和模样的结构会使砂型具有尖(jiān)角、悬伸或突出(chū)的形状,或具(jù)有扁薄的砂(shā)台或(huò)砂芯,则这(zhè)种设计(jì)会促进机械粘砂产生。因为这类结构的铸件会使砂型、砂芯局部热量集中,其正(zhèng)常的性能受到破坏(huài),砂型、砂芯表面提前溃散,熔融金(jīn)属或金属(shǔ)氧化(huà)物易于渗(shèn)入而产生机(jī)械(xiè)粘砂。对此,可在热量集中(zhōng)的部(bù)位采(cǎi)用特殊砂(shā)型,如锆(gào)砂或橄榄(lǎn)石砂,以(yǐ)提(tí)高(gāo)其长时(shí)间受热或受高(gāo)温辐照(zhào)的(de)能力。 2、模(mó)样 (1)模样的工艺设计(jì)不良,使砂型舂不紧实或紧(jǐn)实(shí)度不匀,会造成型腔(qiāng)表面粗糙或疏松(sōng),对产生机械粘砂有直接影响。模(mó)样(yàng)的工艺(yì)设计常出现(xiàn)以下错(cuò)误: 一是分模面选择不当(dāng),致使(shǐ)上型过(guò)高,或在砂型(xíng)中形成(chéng)很深的型腔。 二是模(mó)样(yàng)在模底板上的位(wèi)置布置(zhì)不当,使(shǐ)凹陷(xiàn)处难于舂实,这可(kě)能(néng)是由于模样距箱壁太近,或模(mó)样排列过(guò)密所致。由于(yú)模样排列过于拥挤,会引起铸(zhù)件产生胀(zhàng)砂,即使没有明(míng)显的胀砂,也会发生机械粘砂。由于产生缺陷的根源相(xiàng)同,机械(xiè)粘砂和胀砂会出现(xiàn)在同一个铸件上。 三是直浇道、冒(mào)口和(hé)横浇道的位置布(bù)置(zhì)不当,会出现不易(yì)舂实(shí)的凹(āo)陷部位,这与(yǔ)浇冒(mào)口系(xì)统(tǒng)的布局有关。 四是起模斜度<1.5°时,即使整个砂型的紧(jǐn)实度合适,也会(huì)使(shǐ)砂型(xíng)表面撕裂,易于使(shǐ)金属或金属氧化物渗入。 (2)模样的(de)工艺结构不良,导致金(jīn)属液静压力过高。由于静压力的增高(gāo),砂型的负(fù)荷(hé)也就加(jiā)重,因此需要采用特殊的砂型(xíng)或更紧(jǐn)实(shí)的造型方法,以抵挡金属液对砂型的渗透压力。 3、砂(shā)箱 砂箱(xiāng)的设计及(jí)构(gòu)造不合理,致使砂型(xíng)紧实度不(bú)匀或舂砂(shā)过软。 产生这些问题的一般原因(yīn)如下: (1)箱带的位置不当,妨碍某些凹(āo)陷部位(wèi)的(de)舂(chōng)实,因而(ér)导致砂型局(jú)部过(guò)软(ruǎn),引起胀砂或机械粘砂(shā)。 (2)因(yīn)砂(shā)箱太(tài)小造成舂砂不实。 (3)箱带位置不当,使(shǐ)直浇道(dào)和冒口不能放在(zài)合(hé)适的(de)位置上,以致冒口或(huò)直(zhí)浇道与模样(yàng)间(jiān)的型砂(shā)舂不紧(jǐn)实。又因该处必然(rán)造(zào)成(chéng)热量(liàng)集中,使机械粘(zhān)砂(shā)更为(wéi)严重。因此,如直浇道(dào)或冒口的位置不能改变,则必(bì)须(xū)将箱带割去一块(kuài)或整(zhěng)个(gè)去掉(diào)。 (4)上箱过(guò)高。机械粘砂通常与(yǔ)型(xíng)腔(qiāng)表面的抗(kàng)渗透能力及金属液(yè)的静压(yā)力有关,金属液压力的大小,与金属的密度和上箱(xiāng)高度有关。如从铸(zhù)件(jiàn)补缩需要出发,上箱应(yīng)有一(yī)定(dìng)高度,但型砂性(xìng)能(néng)也(yě)一定要随之加以改(gǎi)善。 4、浇(jiāo)冒口(kǒu)系统 (1)浇冒口(kǒu)的位(wèi)置不当导致砂型局部过热,从(cóng)而促使型腔(qiāng)表面过早毁坏,金属液或在(zài)高温下形(xíng)成的金属氧化物就更(gèng)容易渗入(rù)型腔表(biǎo)面(miàn)。 这类情况(kuàng)较典型的(de)例(lì)子有下列(liè)几(jǐ)种: 第yi,直浇(jiāo)道或冒口距型面过近,形成一个热(rè)节区,这一热节区的砂型如未(wèi)舂实,则(zé)机械粘砂缺陷就会(huì)十分严重。 第二(èr),在一(yī)定的型腔表面上流(liú)过的金属液过(guò)多,会把型面(miàn)加热到足以毁(huǐ)坏的(de)程(chéng)度。如果型腔中初期(qī)凝固的硬壳被后来流入的金属液重熔(róng),则粘砂就更为严(yán)重。 第三,在浇(jiāo)注时,凡能造成金属液压(yā)力过高的任(rèn)何因素,均可能导致(zhì)铸件产生机械粘砂。当金(jīn)属液不仅压力高,而且温(wēn)度也高时,情况(kuàng)尤为严重(chóng)。 (2)直(zhí)浇道、横浇(jiāo)道和内浇道(dào)的截面比(bǐ)例不当(dāng),使金属液在(zài)浇(jiāo)注(zhù)时不断受到氧化,增加了金属氧化物(wù)的数量,并导致对型砂的助熔作用。在浇注过程中,浇注(zhù)系统应(yīng)始终充满(mǎn)金属液(yè),否则,在浇注(zhù)系(xì)统中的(de)任何部位(wèi)均能使金(jīn)属液受到氧化。 (3)冒口颈(jǐng)尺寸过大,将造成其(qí)周围型砂过热,这是一个较为普遍的问题。这一问题常是(shì)由于冒口颈太长引起的,为了使冒(mào)口颈中(zhōng)金属液不致过早凝固,就不得不加大颈部尺寸。如果(guǒ)因为冒口颈设计不当(dāng)导致(zhì)补缩不到,那么zui好是缩短冒口颈,以防止(zhǐ)凝固(gù),而(ér)不是加大其尺(chǐ)寸(cùn)。尺(chǐ)寸较小(xiǎo)的(de)冒口颈(jǐng),可以减少砂(shā)型受热。 (4)浇口杯或直浇道设计不当,以致(zhì)浇注时卷入空(kōng)气造(zào)成金(jīn)属液氧化,这通常是由于湍流(liú)引起的,随着(zhe)金属液表面氧化膜的不断积(jī)累会引起机械粘砂。 5、型砂 (1)原砂(shā)粒度(dù)分布不均匀(yún),会造成砂(shā)型紧实度低,原砂的(de)粒度分布对砂型的zui大紧实(shí)度有直接影响。 (2)型(xíng)砂的流(liú)动性和成型性差。 (3)壳型砂(shā)上树脂的覆膜太薄,会使型壳(ké)的局(jú)部(bù)强度降低和(hé)局部砂粒(lì)未(wèi)被树脂(zhī)覆盖,往往由(yóu)于(yú)这种(zhǒng)简单的(de)原因,使铸件发生机械粘砂。 (4)铸(zhù)型的透气(qì)性(xìng)过高,这(zhè)是型砂颗粒太粗的另(lìng)一种反映。透气(qì)性和紧实度是相互(hù)影(yǐng)响的两(liǎng)个因素。紧实(shí)度低则透气性好,反之亦然。 (5)型砂中(zhōng)碳素材料或脱氧物质不足,会(huì)产生过多的金属氧(yǎng)化物,使氧化物湿润(rùn)砂粒而(ér)易(yì)于渗入。 6、制芯 (1)未刷涂料(liào)砂芯的砂粒太粗或粒度(dù)分布不(bú)佳,与原砂(shā)粒(lì)度(dù)分布不均匀一(yī)样,对产生机(jī)械粘砂有(yǒu)影响(xiǎng)。 (2)砂芯未舂实,与砂型未舂实(shí)的(de)性质一样,对机械粘砂有重大影响。 (3)砂芯表面粗糙或(huò)多孔,会引起机(jī)械粘砂。熔融(róng)金属或(huò)金属氧化物浸润了这种粗糙的或多孔(kǒng)的(de)表面后就(jiù)会渗入砂芯。 (4)砂芯在(zài)储存期间吸湿。对砂(shā)芯(xīn)来说,水分(fèn)过多更(gèng)为麻烦。因为砂芯水分过多不易察(chá)觉。有的砂芯看(kàn)上去像是干的,但实际上其水分仍然(rán)很高。 (5)砂芯在搬(bān)运时操作不慎,或在涂料尚处(chù)于湿(shī)态时搬运(yùn)而招致破损或擦伤涂(tú)层。其后果是造成砂芯(xīn)上的涂料不(bú)够,以(yǐ)致不能(néng)阻止金属或金属氧化物渗入(rù)砂芯。涂料(liào)破损处就好像在砂芯上开了一个出(chū)气孔一样,造(zào)成金(jīn)属液(yè)沸腾而产生机(jī)械粘(zhān)砂(shā)。 (6)砂芯(xīn)涂料浸(jìn)入太浅,会直接引起机械粘砂。 (7)砂芯涂料的高温强(qiáng)度低。由(yóu)于涂料中的粘土不足,或是溶(róng)剂太多,以致粘结剂含量减少,造(zào)成涂料高温强度降(jiàng)低而(ér)引起机械粘砂。 (8)芯砂混制不(bú)良,使砂芯个(gè)别部位强度过低,在浇注(zhù)时(shí)造成(chéng)崩落,因而产生机械粘(zhān)砂。 (9)砂芯清(qīng)扫和修(xiū)整不良时(shí),会直接造(zào)成机械粘砂。对砂芯加强(qiáng)检验(yàn),这类缺陷是应该能够避免(miǎn)的。 (10)砂(shā)芯在(zài)浸、喷涂料后未再次烘干(gàn)。与砂(shā)芯在砂(shā)型(xíng)中吸湿返潮一样(yàng),涂层不干极易发(fā)生(shēng)剥落与掉皮。 (11)芯盒不干净,会使芯砂(shā)粘附在(zài)芯盒(hé)上,造成(chéng)砂芯表面(miàn)粗糙。质量优良的(de)砂芯有致密的表面层(céng),芯盒不干净就得不到(dào)具有(yǒu)致密表面层的优质砂芯(xīn)。 7、造型 (1)舂砂松软和紧实(shí)度不均匀。在大(dà)多数情况(kuàng)下,舂砂(shā)紧实(shí)和(hé)紧实度均匀同样重要。然而,有时紧(jǐn)实度不均匀(yún)比砂型整体松软的危害更大。 (2)砂型修补不(bú)良。砂型修(xiū)补面粗糙疏松,会引起机械粘砂;修型过度或修补(bǔ)部位水分过高(gāo),也会造成金属液沸腾而引起机械粘砂。 (3)补砂不(bú)良的部位毛糙、疏(shū)松,会发生(shēng)机械粘砂。 (4)砂型涂料不匀或不足。 (5)表干(gàn)型的涂料干燥(zào)不匀或未充分烘(hōng)干。 (6)脱模液用量过多会削弱砂型(xíng)表面强度,促成金属液沸腾(téng)而(ér)产生铸件机械粘砂。 (7)砂型涂料的波美度太低,涂料就会(huì)被砂(shā)型吸入,因而发(fā)生涂(tú)料(liào)掉皮(pí)、掉屑或剥落而造成机械粘砂。 (8)模样(yàng)表面覆盖的面砂量(liàng)不足,这是常见的操作疏忽。 (9)冷热材料(liào)(砂芯、砂型、芯撑、冷(lěng)铁等(děng))接触(chù)到(dào)一(yī)起。冷(lěng)热(rè)材料相遇,会使水分凝聚。水分能(néng)引起沸腾(téng)型(xíng)机械粘砂,同(tóng)时大幅增加(jiā)氧(yǎng)化(huà)物的生成速度,随后便会发(fā)生金属氧化物的渗(shèn)入。这是产(chǎn)生机械粘砂的一般原因(yīn),也是高压造型产生机械粘(zhān)砂的主要原因。 8、金属成分(fèn) (1)易于形成流动性好(hǎo)的金属氧化物,流动性好的金属比(bǐ)表面张力高或粘稠的金属更容易引起机(jī)械粘砂。 (2)合金中含有低熔点成分,如铅青铜中的铅就容易(yì)引(yǐn)起机械粘砂。因(yīn)为铅比母体金属温度还低(dī)很多时仍然(rán)处于流(liú)动状态。 (3)需要(yào)高温浇注的合金。由于合金(jīn)流动性(xìng)好,容易产生机械(xiè)粘(zhān)砂(shā)。此外,因浇注温度高(gāo),加速(sù)了氧(yǎng)化物(wù)的生成速度,故更具有形成(chéng)氧(yǎng)化性机械粘砂的倾向。 9、浇注 (1)浇(jiāo)注温度过高时,不(bú)但(dàn)会使金(jīn)属液流动性(xìng)提高(gāo),还(hái)会(huì)使金(jīn)属液迅速(sù)氧化,因而加速了氧化性(xìng)机械粘砂的发生。 (2)浇包抬得(dé)过高和上箱过高一样,会(huì)形成过高的金(jīn)属压头,促使金属(shǔ)或金属(shǔ)氧化物(wù)进入砂型(xíng)的孔隙中。
+查看全(quán)文19 2020-03
铸件晶(jīng)粒粗大是指经过(guò)机械工或进行断口检验时,显示出晶(jīng)粒组织过分粗大而不(bú)适合应(yīng)用的缺陷,这种晶(jīng)粒粗大的组织,可能是遍(biàn)布(bù)于铸件(jiàn)整体,也可能发生于铸件的局部(bù)。从本质上(shàng)讲,晶粒粗大缺陷是一种冶(yě)金缺(quē)陷。笔者根据多(duō)年的(de)生(shēng)产实践并(bìng)参阅(yuè)有关资料,谈谈铸件晶(jīng)粒粗(cū)大(dà)缺陷产生(shēng)的原因及防止(zhǐ)措(cuò)施。 1、铸件结构和(hé)工艺设计 (1)铸件(jiàn)截面差异过大(dà),会因为(wéi)较(jiào)厚的截面冷(lěng)却缓慢而造成该处晶粒(lì)粗大。灰铸铁等(děng)对截面变(biàn)化十分敏感的金属,更容易产(chǎn)生此类缺陷。 防止产生这类缺陷(xiàn)的(de)有效方(fāng)法是避免铸件截面尺寸过分悬殊(shū),但这种途径有时(shí)是铸造(zào)工作者所无能为力的。因而就铸造本身言,可通过采取设置(zhì)冷铁、控制(zhì)浇注温度(dù)或通(tōng)过选(xuǎn)择合适的浇汁(zhī)系统来减少这类问题的发生,降低(dī)这(zhè)类缺陷的严重(chóng)程度(dù)。采用冷铁可加快铸件较厚截(jié)面的冷却速度; 浇注温度过(guò)高,会使这类问题(tí)更为严重(chóng),应予(yǔ)以(yǐ)避免;通过调节、修正浇注系统设计,使温度(dù)低的(de)金属熔液(yè)位(wèi)于铸件(jiàn)截面较厚的(de)部位,并在铸件的厚(hòu)截(jié)面(miàn)处设(shè)计zui有效的冒口,以尽可能(néng)减小冒口(kǒu)的尺寸。 (2)对于带孔铸件,工艺设计(jì)人员(yuán)有时没有采用有助于减(jiǎn)小有效截(jié)面尺(chǐ)寸(cùn)的型(xíng)芯,使未设芯的截面(miàn)过厚而产生此缺陷,因此在工艺(yì)设计时(shí),应尽可能在较(jiào)厚的截面中设置砂芯。 (3)在某些情况下,铸件截面并(bìng)不太厚(hòu),但因某一(yī)较窄的凹陷部(bù)位或型芯在铸件(jiàn)中形成热汇(huì)截面,其结果和厚大(dà)截面一(yī)样。例如.在铸件(jiàn)较深部位的一(yī)个(gè)柱状脐子处,可能需(xū)要设置型芯,而这样就会(huì)造成冷却缓慢。在不能设(shè)计进行修改的情况(kuàng)下,除非可(kě)以降低金属(shǔ)温度,或重新(xīn)没置(zhì)浇(jiāo)口,zui好的解决办法是在(zài)型芯或铸型截面(miàn)处(chù)设置冷铁(tiě)。 (4)工艺设计时(shí)加工余(yú)量留得(dé)过(guò)大,不仅(jǐn)增加了切削加(jiā)工的费(fèi)用,还会把较致密的铸(zhù)件表层切削掉,并暴露(lù)出中(zhōng)心冷却较慢的疏松部分。这种设计毫无可取之处,因为(wéi)无(wú)论从(cóng)铸(zhù)造还是从机(jī)械加工的(de)角度来看都(dōu)是不合理的,解(jiě)决办法是改(gǎi)变(biàn)铸件的设(shè)计。如(rú)果不允许更改设计,那么(me)正确的(de)方法则是采用冷铁、控制(zhì)浇注温度及调整浇注系统。 (5)在厚截面处型芯(xīn)设(shè)计不合适(shì),型芯(xīn)支撑不(bú)正确,或采用其他引起偏芯的技术,会(huì)造成铸(zhù)件截(jié)面的变(biàn)化,从(cóng)而引起晶粒粗大(dà)。 2、浇冒口系(xì)统 (1)未能实(shí)现顺序凝固 浇注系(xì)统未能很好地实现顺序凝(níng)固,通常是(shì)造成晶粒粗大的原(yuán)因。对于截面(miàn)变化(huà)急剧的铸件,必须允分(fèn)注意(yì)内浇口的数量(liàng)和位置。为了进行(háng)补缩,在冒口的作用区保持灼热的熔融金属,会(huì)使厚(hòu)截面(miàn)的冷却速度降低到(dào)产生粗大(dà)晶粒的程(chéng)度(dù)。冒(mào)口设计不当,如冒口颈(jǐng)过(guò)长,冒口垫设计不当,或冒口尺寸太(tài)大(dà),都会在较厚(hòu)截面(miàn)处造成过(guò)多热量(liàng)的汇集。 (2)易(yì)于造成热汇的浇冒口分布 同样,为了(le)对厚截面进行补缩(suō),常会(huì)在(zài)局部区域造成(chéng)过分的热量汇集。例如,因为侧冒口会造(zào)成(chéng)厚截(jié)面的过热并减缓冷却速(sù)度,所以(yǐ)有(yǒu)时不便于在实际操作(zuò)中使用。实际(jì)生(shēng)产(chǎn)中需通过合理的(de)冒口设计,尽可能减小冒(mào)口的尺(chǐ)寸。 (3)在内浇口或冒口与铸(zhù)件连接处造(zào)成(chéng)局部热(rè)节 内浇口或冒(mào)口颈(jǐng)部较短,对于补缩是有利的(de),但却会使(shǐ)横(héng)浇道或冒口太靠近铸件,减缓(huǎn)了该部位的冷却速度。而(ér)增大冒口颈部(bù),又会(huì)给补缩带来问题(tí)。因此zui好的措施是采取有效的冒口(kǒu)设计,尽可能减少冒口的尺寸,不使横浇(jiāo)道和冒口(kǒu)过于接(jiē)近易于(yú)形成粗(cū)大(dà)品(pǐn)粒的关键截面,恰当(dāng)地设置横浇道和冒口,以(yǐ)实现(xiàn)补缩。 (4)内浇口数量不(bú)足 内浇口数量太少,不仅易(yì)于造成冲砂,同时还会造成(chéng)局部热节和粗大晶(jīng)粒组织。这(zhè)种现(xiàn)象普遍存在(zài)于(yú)所有的铸造金属中,即使是浇注温度较低的铝合金也会出现这种情况。在某些情况(kuàng)下,因为浇(jiāo)口(kǒu)数量太少,会导致产生缩松缺陷(xiàn)。这(zhè)种(zhǒng)缩松缺陷可能会掩(yǎn)盖由于(yú)同(tóng)样原因造成的晶粒粗大的缺陷。实际上,当晶粒(lì)粗大(dà)缺陷严重恶化时,就变成了一种缩松(sōng)缺陷(xiàn),因而(ér)对这(zhè)两种缺陷(xiàn)的防治措施,常常是相同(tóng)的。 3、型砂 只(zhī)有当型砂(shā)使型壁产(chǎn)生(shēng)的位移足以导致(zhì)增加临界截面(易于形成粗大晶粒(lì)的(de)截面)的(de)截(jié)面(miàn)尺(chǐ)寸时,型(xíng)眇才是造成晶粒粗大缺陷的一个因(yīn)素。由于在厚截面(miàn)处的型(xíng)壁移动可能zui大,所(suǒ)以这(zhè)种缺陷还是有可能产生(shēng)的,此(cǐ)时所产生的品(pǐn)粒粗大缺陷和胀砂有关。 4、制芯 生产(chǎn)中应避(bì)免采用未(wèi)烘透或空(kōng)气硬化的油砂芯,因为这种型芯(xīn)可能会产生放热反(fǎn)应,从而造(zào)成热量过分(fèn)汇(huì)集。这种情况或(huò)出现于大型铸(zhù)件,或出现于采(cǎi)用具有放热性能粘接剂的(de)厚(hòu)大型(xíng)芯。从某种意义(yì)来说,这(zhè)种型芯(xīn)起着(zhe)一种***率的绝(jué)热体的作用,并把金属熔(róng)液的冷却速度(dù)减缓到了危险(xiǎn)的程度。 5、造(zào)型 (1)缺少能促使加快冷却速度(dù)的通(tōng)气(qì)孔就较厚的(de)铸件截面(miàn)来说,铸(zhù)件的冷却速度(dù)与通过型砂散出(chū)热量(liàng)的(de)速度(dù)有关。排气(qì)充分会有助于水气(qì)迅速排出,从而产生一种致冷的效应。 (2)未设置(zhì)激冷(lěng)钉或冷(lěng)铁这(zhè)种情况通常是因(yīn)为粗心疏忽(hū)所致。 6、化学成(chéng)分 从本(běn)质上来说,晶粒粗大(dà)和金(jīn)属的化学成分与冷却速度的配合有关,因此选择这种配合是非常重要的。如(rú)果冷却速度难以(yǐ)调节,那么粗晶组织必(bì)定是起因于金属的化学(xué)成分不当。由于金(jīn)属成分的(de)重要性,现将每一种金属简述如下。 (1)灰铸铁和(hé)可锻(duàn)铸铁(tiě) 碳当量过高,碳和硅效应的数学(xué)计算,通(tōng)常可以概括(kuò)为:CE=C+1/3Si,晶粒(lì)粗大可能是(shì)因为碳过(guò)量或(huò)硅(guī)过量,或者碳硅过量(liàng)所致。与硅相比(bǐ),碳的效应相当(dāng)其3倍,所(suǒ)以碳的(de)做(zuò)量(liàng)变化,要比硅的同量变化危险得多。碳、硅的(de)这种作用,既影响到可锻铸铁(tiě),也影响到(dào)灰铸铁。对可(kě)锻铸铁而言,晶粒(lì)粗大既不呈现为黑色,也不呈现出表示初(chū)生石(shí)墨的麻(má)口,而是以(yǐ)一般的(de)晶粒粗大的形(xíng)式呈现,这是由(yóu)于含碳或含硅(guī)量(liàng)过高,或者二者均(jun1)过(guò)高。磷也会对晶粒粗大产生影响。当wp=0.1%时,会加重缩孔(kǒng)缺陷(xiàn),特别是在(zài)冷却较缓慢的截面部位加重晶粒粗大缺陷(xiàn)的程度。 (2)铸钢 在铸(zhù)钢的熔化(huà)和脱氧操作中,加入(rù)了一些会延缓(huǎn)晶粒长大的(de)元素,因此和锻钢相比(bǐ),铸钢不太(tài)容易形成品粒粗大。因成分(fèn)而(ér)引起品粒(lì)粗大(dà)的铸钢件(jiàn),可通过退火或正火处理(lǐ)得到细化。 (3)铝合(hé)金 铁(tiě)杂质(zhì)会使铸(zhù)铝件(jiàn)品(pǐn)粒粗大,脆(cuì)性(xìng)增加,这(zhè)类缺陷多(duō)数是由于熔化操(cāo)作不当所致。在(zài)铝合金中,特别是那(nà)些要求过(guò)热的(de)铝合金,加入适量的细化品粒(lì)合金元素(sù)是必要的。 (4)铜(tóng)合金 铜合金中晶(jīng)粒粗大的缺陷常被(bèi)针孔、气孔或缩松所掩盖。铜合金因成(chéng)分变化(huà)会造成(chéng)品粒粗大,但通常总是(shì)先出(chū)现针孔(kǒng)、气(qì)孔或缩松(sōng)。 7、熔化 熔化操作(zuò)小(xiǎo)当会对合余的品粒组织(zhī)产生影响。对于不同的铸造金(jīn)属,必须采取(qǔ)小同(tóng)的熔(róng)化工艺。 (1)冲天炉熔化(huà)灰(huī)铸铁(tiě) 鼓风量和焦炭不平衡,会造成过量增碳。例如,底焦高度过高和降低鼓风量会造成(chéng)过量增碳。当炉衬熔蚀后(hòu),增碳会更加严重。因为冲(chōng)天炉直径变(biàn)大(dà)后,为了保(bǎo)持同样的含碳量,需增加鼓风(fēng)量。在(zài)过高的温(wēn)度下熔化会增加碳量,如果(guǒ)采用热风熔炼,就会遇到这种情况。根据经验(yàn),鼓风温度每增加55℃,就会增加0.10%的(de)碳(质(zhì)量分数)。如果采用氧气来提(tí)高温度(dù),并不一定会产(chǎn)生同样的问(wèn)题。 出铁液的间隔过长,或(huò)铁液(yè)停留在炉缸中的(de)时间过长,也会导致增碳。生产(chǎn)低碳铸铁一般都(dōu)采(cǎi)用较浅的炉缸,并(bìng)缩短出铁液的间隔时间,尽(jìn)量做(zuò)到(dào)连续出铁液。 间断熔化会造成(chéng)过量增碳,导(dǎo)致产生粗晶组织。另(lìng)外,因(yīn)停风而使熔化(huà)间断,几乎无一例外地(dì)导(dǎo)致碳(tàn)和(hé)硅含量的波(bō)动(dòng)。停(tíng)风之(zhī)后(hòu),通常(cháng)需要15min,才能重新获得原来(lái)规定(dìng)的化(huà)学成分。 (2)可锻铸铁 炉(lú)料称重或配(pèi)料中产生的偏差会导致化学成(chéng)分的变化(huà);炉内鼓风量没有保(bǎo)证,会影响化学(xué)成(chéng)分的控制;熔化过热或火焰中充烟,都(dōu)会造(zào)成增碳(tàn)。 (3)黄铜和(hé)青铜 采用脏污的坩埚,以(yǐ)及在坩埚的底部和侧壁处留有(yǒu)上一炉(lú)熔化时(shí)所残余的凝壳或金属薄层,都(dōu)会造成对下(xià)一(yī)次熔(róng)化的污染,因此生(shēng)产中应(yīng)避免使用来源不明的(de)废料,防(fáng)止在金属炉料内掺入会产生气体的原材料,如湿的、油污染(rǎn)的或其他脏污的材(cái)料。 (4)铝 因熔(róng)化温度控制(zhì)不当而使铝液过热,是造成铝合金晶(jīng)粒粗大的常(cháng)见原(yuán)因。因此生(shēng)产中(zhōng)应将过热的铝(lǚ)液(yè)缓慢地冷(lěng)却下(xià)来,使其降到较低的浇注温度。此外,在配料过程中粗(cū)心(xīn)大意或者炉(lú)料污(wū)染(rǎn),也会引(yǐn)起晶粒(lì)粗大缺陷。 8、浇注(zhù) 对所有金属来说(shuō),浇(jiāo)注温度过高都容易(yì)造成(chéng)晶粒粗大缺陷。 9、其它 (1)冷却速度过慢 除了与设计、浇(jiāo)注系统(tǒng)和金属成(chéng)分有关(guān)外(wài),还与(yǔ)其他因素有关,如型砂紧密度偏(piān)低(dī)、当需要采用而没有采用冷铁、浇注和落砂之间(jiān)的时间间隔过长,以及(jí)落砂后将灼热的(de)铸(zhù)件堆(duī)放在(zài)一起等。 (2)热(rè)处理不当 也(yě)是(shì)造成某些金属(shǔ)品粒粗大的主要(yào)原因之一。 (3)机械加工不当 不恰当的机械(xiè)加工会使实际上致(zhì)密的铸件看上去(qù)像(xiàng)是具有晶粒粗大(dà)缺陷(xiàn)的样子。所谓机械(xiè)加工不当,是指(zhǐ)刀具磨得不合理、刀具过钝、切削速度或进(jìn)刀控(kòng)制有误,以及粗加工方法不当(dāng)等,这些都会造(zào)成带(dài)有某种损(sǔn)伤的多孔外观,这种(zhǒng)外观会使人(rén)们(men)认为(wéi)铸件存在晶粒粗大的缺陷。
+查看全文18 2020-03

一、混砂工艺(yì)标(biāo)准 (一(yī))材料要求: 1、造型砂(shā):符合GB9442-88 、JB435-63细粒砂要求,一般选用二(èr)氧化硅含量较(jiào)高的天然砂或石(shí)英砂(shā),原砂粒(lì)度根(gēn)据铸件(jiàn)大(dà)小(xiǎo)及壁厚确定,原砂的含泥(ní)质(zhì)量分数应小(xiǎo)于2%,原砂中的(de)水(shuǐ)份必须(xū)严格(gé)控制(zhì),且一(yī)般(bān)应进行烘干。 2、水玻璃(lí):水玻(bō)璃模应根据(jù)铸件大小来(lái)确定。 (1)小(xiǎo)砂型(芯)为加速硬化采用(yòng)选用M=2.7—3.2的高模数水玻璃。 (2)中型(xíng)砂型(xíng)(芯)可(kě)选用M=2.3—2.6的水玻璃(lí)。 (3)生产周期长的大型砂(shā)型(芯)选(xuǎn)用M=2.0—2.2的低模数水玻璃。 (二)混制比例(质量分数%) 造型砂/水(shuǐ)玻璃=100:6~8 (三)混制时间:一(yī)般情(qíng)况下混制5分(fèn)钟,室(shì)温或水玻璃密度较大时可适当延(yán)长混砂时间(jiān)。 (四(sì))混制后要求(qiú):混制好(hǎo)的(de)造型砂要求无块状或团状,流动性较好。二、造型工艺要点: (一)基本原则(zé): 1、质量(liàng)要(yào)求高的面或主要加工(gōng)面应放在(zài)下面。 2、大平(píng)面应(yīng)放在下面。 3、薄(báo)壁部分应(yīng)放在下面。 4、厚大(dà)部(bù)分应放在上面。 5、应(yīng)尽量(liàng)减(jiǎn)少砂芯的数量。 6、应尽量(liàng)采用平直的分型(xíng)面。 (二(èr))基(jī)本要求: 1、木模:要(yào)求轮廓(kuò)完整(zhěng),无(wú)裂纹、无破损、无残缺(quē),表(biǎo)面光洁,尺寸符合铸(zhù)造(zào)工(gōng)艺图纸要求,并经常进行尺寸校验(yàn)。 2、砂箱(xiāng):砂箱的(de)尺寸(cùn)大小应根据木模规格确定,大、中型砂箱应焊接(jiē)箱筋。 3、浇(jiāo)注系统:根据(jù)铸(zhù)件的结(jié)构特点的(de)工艺要求,选(xuǎn)择适宜的(de)浇注系统,通常采(cǎi)用顶注式、底注(zhù)式。 (1)浇注(zhù)系统设(shè)置基(jī)本原则:浇口(kǒu)、冒口安放位置合理,大小适宜不(bú)妨碍铸件(jiàn)收缩,便于排气、落砂(shā)和清理(lǐ),应使铸型尺寸尽量(liàng)减少(shǎo),简化造(zào)型操作,节省(shěng)型砂用量和降低(dī)劳动(dòng)强度。 (2)内浇道位置的注意事项(xiàng)。 1)内浇道不应设在铸件重(chóng)要部位(wèi)。 2)应使金属液流至型腔(qiāng)各部位的距(jù)离(lí)zui短。 3)应不使金(jīn)属液(yè)正(zhèng)面冲(chōng)击(jī)铸型和砂芯。 4)应使金属液能均匀分散(sàn),快速地充满型(xíng)腔。 5)不(bú)要(yào)正对铸型中的冷铁和(hé)芯撑(chēng)。 4、冒口 (1)冒(mào)口设置(zhì)基本原则: 1)根据铸件的结构和工(gōng)艺要(yào)求正确选择冒口(kǒu)的形状、大小和安放位(wèi)置(zhì)。 2)根据冒(mào)口(kǒu)的(de)有(yǒu)效补缩范围合理(lǐ)地确定冒口数量。 (2)冒(mào)口设置基本要求(qiú): 1)对于壁厚(hòu)不均匀的铸件,每(měi)个热节(jiē)部位都(dōu)必须设置(zhì)冒口。 2)应尽量设置在铸件(jiàn)被补缩部位(wèi)的顶部或近旁。 3)当(dāng)铸(zhù)件在(zài)不同高度上有(yǒu)热节需要(yào)补缩时,可设置多个冒(mào)口,但各冒口的补缩区(qū)必须(xū)隔开。 4)冒口zui好不设置在铸件重(chóng)要(yào)的(de)或(huò)受力较大的部位。 5)应(yīng)尽量使内浇道通过(guò)冒口。 6)冒口应尽量不设置在铸件应力集中(zhōng)处。 7)冒口zui好设置在铸件需要机(jī)械加工的表面上。 (三)造型操作: 1、操作流程 顺序是:选取合适砂箱→放(fàng)置木模→填砂→紧(jǐn)实→放置上砂箱(xiāng)→安(ān)置(zhì)浇冒(mào)口→填砂→紧实→起模修型→硬化 2、操作方法(fǎ)及(jí)质量标(biāo)准 (1)根据铸件模型的形(xíng)状和大小,选取合适(shì)的(de)砂箱。 (2)把铸件模(mó)型放到砂箱内的适当位置。 (3)往砂箱中加入适当造型砂,使(shǐ)用工具(jù)将(jiāng)砂箱中(zhōng)的造型砂紧实,紧实(shí)程度要适中(zhōng)。 (4)用刮板刮去高(gāo)出砂(shā)箱的(de)造(zào)型(xíng)砂,使砂(shā)型表面和(hé)砂(shā)箱的边缘(yuán)平齐。 (5)用毛刷清理模(mó)型表面浮砂,覆盖塑料薄膜并使薄膜平整。 (6)放置上砂箱,上、下(xià)砂箱(xiāng)箱(xiāng)口要对齐。 (7)在上砂箱中(zhōng)合(hé)适位置放置浇冒口(kǒu),添加造型砂并紧(jǐn)实。 (8)分箱起模,修型并扎(zhā)气眼硬化。 3、砂型型腔质量要求 (1)砂型无飞边、无毛刺、无(wú)残缺,型腔内干净无残砂等异物。 (2)型腔应干燥,硬化程度(dù)高,合箱前要保证充分干(gàn)燥(zào)(冬季可适当(dāng)延长硬化(huà)和烘烤时间)。 (3)砂型轮廓完整、清晰(xī),合箱箱印或记号完整清晰。 (4)浇口、冒口位(wèi)置设置合理、大小符合要(yào)求;排气孔通畅、浇(jiāo)注系统根(gēn)据铸(zhù)件设置合理。 4、合箱 合箱就是把砂(shā)型(xíng)和砂芯按要(yào)求组合在一(yī)起成为铸型的过(guò)程。习(xí)惯上也(yě)称拼箱、配(pèi)箱或扣箱。 合箱工作一般按以下步骤进行: (1) ***检查、清(扫、修理所有砂(shā)型(xíng)和砂芯,特别要(yào)注意检查砂芯的烘干程度和通(tōng)气(qì)道是否通畅(chàng)。不符合(hé)要求者,应进行返修或废弃。 (2) 按下芯次序依次将砂芯装入砂(shā)型,并严格检查和保证铸(zhù)件壁厚(hòu)、砂芯固定、芯头排气(qì)和填补(bǔ)接缝处的间(jiān)隙。 (3) 仔细(xì)清除型内散砂(shā),***检(jiǎn)查下芯质量,在分型面上沿(yán)型腔外围放上一圈泥条或石棉绳,以保证合箱后分型面(miàn)密合(hé),避(bì)免液态金(jīn)属从分型面(miàn)间隙流(liú)出。随(suí)后即可正式合上箱。 (4) 放(fàng)上压(yā)铁(tiě)或用螺栓、金(jīn)属卡子固(gù)紧铸型。放好浇口杯、冒(mào)口圈。在(zài)分型面四(sì)周接缝处抹上砂泥(ní)以防止跑(pǎo)火(huǒ)。zui后***清理场地,以便安全方便地浇注。三、钢液(yè)的熔(róng)炼工艺要求: (一)操作流(liú)程 选择炉料(废钢)→熔化钢液→清理钢(gāng)液废渣→添加金属矿石→钢(gāng)液材(cái)质(zhì)化验(yàn)分(fèn)析→根据化验分析进行钢(gāng)液材质处理→脱氧→钢液出(chū)炉 (一)炉料的(de)选择要(yào)求: 1、根据准备浇铸件材质的(de)要求,合理(lǐ)选择炉料搭配使(shǐ)用。产品钢号,应在投料时(shí)就控制成份含量(liàng)。出(chū)炉前半(bàn)小(xiǎo)时取炉前样送(sòng)检分析(xī)。 2、对含有油污(wū),污垢的(de)炉料下炉前要进行清理。 3、对(duì)含有镀锌的炉料zui好不用。 4、所选用的炉(lú)料必须严格控制S、P有害元素的含量。 5、严格遵守(shǒu)熔炼(liàn)工艺制度。尽量采用满功率,快速溶炼。 (二)浇注前钢液材质化(huà)验 出炉前半小时取炉前(qián)样(yàng)送检进行化验分析,钢液的材质应符合(hé)铸件材质允许(xǔ)的范围内(nèi),不符合的应进行调质,直到符合要求。 (三(sān))脱氧 把钢液表面的杂质(zhì)处理后,进行脱氧处(chù)理: 1、脱氧剂(jì)加入顺序:先加锰(měng)铁(tiě),后加硅铁,zui后加入纯铝(lǚ)。 注:脱氧剂锰(měng)铁、硅铁在(zài)出炉前(qián)5—8分钟(zhōng)加入,纯铝在出(chū)炉时加入。钢液1480—1500℃加锰铁、硅(guī)铁,1610—1630℃加(jiā)纯铝。 2、脱氧剂(jì)的加入(rù)量(占钢液质量分数%) 脱氧剂名称 锰铁 硅铁 硅钙粉 纯铝 脱氧剂用量 0.1—0.2 0.05—0.07 0.2—0.3 0.04—0.06 注:脱氧剂可分多批次加入(rù),钢包(bāo)每次接钢水前,应(yīng)放(fàng)入小块纯铝进行终脱氧处理。四、浇注工艺(yì)要求 (一) 浇注前的准备工作 (1) 了解浇(jiāo)注合金的种类、牌号、待浇(jiāo)注铸型的数量和估算(suàn)所需金属液的(de)重(chóng)量(liàng)。 (2) 检查浇包(bāo)的修理质量、烘干预(yù)热情况(kuàng)及其运(yùn)输(shū)与倾转机构(gòu)的灵活性和可靠牲(shēng)。 (3) 熟悉(xī)各(gè)种铸型在车间所(suǒ)处的位置,以(yǐ)确定(dìng)浇注次序。 (4) 检查浇口、冒口圈的安放及铸型的紧(jǐn)固情况。 (5) 清理浇注场地(dì),保证浇注安全。 (二(èr)) 浇注(zhù)操(cāo)作要点 为(wéi)了获得合格铸件,必须控(kòng)制浇(jiāo)注温度、浇注速度(dù),严格(gé)遵守浇注(zhù)操作规程。 (1) 浇(jiāo)注(zhù)温度 浇(jiāo)注温度对铸件质量影响很大,因此应(yīng)根据合金种类(lèi)、铸件结构和铸型特(tè)点确定合理的浇注温度范围(wéi)。金属液由炉中注入浇包时,温度都会降低。根据碳钢(gāng)的型号,选择适宜的浇注(zhù)温度,一般浇注温度在1540—1580℃(浇(jiāo)包内钢水温度(dù))。 (2) 浇注(zhù)操作要点 1) 浇(jiāo)注之(zhī)前需除去浇包中金(jīn)属(shǔ)液面上(shàng)的熔渣。 2)依规(guī)定的浇注速度(dù)和时间范围进行浇注。 3) 有(yǒu)冒口的铸型,浇注(zhù)后期应按(àn)工艺(yì)规(guī)范进行(háng)点注和补注。对(duì)大中型铸件在浇注成型后,冒口要加保(bǎo)温盐进行保温。补火要(yào)及(jí)时,大(dà)型冒口要采取多次补(bǔ)火(huǒ),补火(huǒ)时间要控制在冒口内的钢液凝固结壳前进行。 4)一般浇注大、中型铸钢件时,钢水要在钢包内静置(zhì)1—2min镇静后进行浇注。 5)在保证型(xíng)腔内的气体排出顺畅的(de)条(tiáo)件下,对(duì)要求同时凝(níng)固的铸件可(kě)采用(yòng)较高浇注速度,对要求实(shí)现顺序凝固的铸(zhù)件,尽可能采用(yòng)较低的浇注速度。 6)较(jiào)厚大铸(zhù)件或采用(yòng)底注式浇注系统时,浇注速(sù)度(dù)可先快后慢,对薄壁小件(jiàn)浇(jiāo)注速度(dù)可(kě)先慢后快。 7)温(wēn)高缓,温低急;引流(liú)准、浇注(zhù)稳,收流猛;包口近(jìn)杯,不(bú)断流,不(bú)准碰杯,注(zhù)意挡(dǎng)渣,防止飞(fēi)溅(jiàn),不准半浇,允(yǔn)许点(diǎn)补(缩),遇(yù)有穿漏,迅速处理。 8) 浇(jiāo)注后(hòu)待(dài)铸件凝(níng)固完毕(bì),要及时卸除压铁和箱卡,以减(jiǎn)少铸件(jiàn)收缩阻力,避免裂(liè)纹。五、铸件清理 铸件(jiàn)凝固冷却到一定(dìng)温度后,把(bǎ)铸件从砂箱中取出,去掉(diào)铸(zhù)件表面(miàn)及内腔(qiāng)中的型砂和芯(xīn)砂的工艺过程(chéng)称为落砂,落砂通(tōng)常(cháng)分为人工落砂和机械(xiè)落砂两(liǎng)种。 铸(zhù)件在未完全凝固前,不准搬动铸件,也不准在600℃以(yǐ)上喷水强冷。铸件一般经(jīng)自然冷却2—3小(xiǎo)时后进行清件。 (一)工作流程 清理铸件表面、型腔废砂→气割铸件浇(jiāo)口、冒(mào)口、毛刺→再(zài)次清理(lǐ)铸件残砂→焊补铸件→打磨铸件→质量验收 (二(èr))操作方(fāng)法及(jí)质(zhì)量标准 1、准备工作(zuò) 按(àn)照要求佩戴好劳保用品,并对工作环(huán)境(jìng)进行安全(quán)确认;准备(bèi)好所(suǒ)用机器设备和(hé)工具,并认真(zhēn)检查,确保机器设备、工具完好(hǎo),能正常、安全运行和使用。 2、正常操作 (1)利用风镐或水清砂机(jī)进行铸件废砂(shā)清理。 (2)铸(zhù)件(jiàn)废砂清理(lǐ)完毕,按照《气割(gē)安全技术操作规程》操作割枪,切割铸件浇口、冒(mào)口、飞边、毛刺。 (3)铸件(jiàn)切(qiē)割完毕(bì),符合要求。按照《电焊工安全(quán)技术操作规程》操(cāo)作电焊机,对铸(zhù)件残缺部位(wèi)进行焊补,确保铸件完整。 (4)焊补完毕(bì),复合工(gōng)艺(yì)要求。利(lì)用砂轮机(jī)对铸件(jiàn)切割、焊补等部位(wèi)进行打磨(mó)处理,保证切割部位和焊(hàn)补(bǔ)部位光(guāng)洁(jié)、平整。 (5)打磨(mó)完毕,进行(háng)验收,准备热处理(lǐ)六、铸钢件退火热处理 铸钢件退(tuì)火是将铸(zhù)钢件加热到AC3以上20-30℃,保(bǎo)温一定时间冷却的热处理工(gōng)艺。 (一)退(tuì)火热处理(lǐ)工艺一般(bān)要(yào)求: 1、按照(zhào)热处理工艺要求升温、冷却。 2、将(jiāng)需(xū)要热处理的铸件按合金种类、铸件大小、壁厚相(xiàng)同的类型进(jìn)行退火。 3、根据铸件的形状、壁厚、化学成分选择(zé)合适的加热速度(dù)。 (二(èr))退(tuì)火热(rè)处理具体操作 1、退火炉的检查 (1)炉门关闭正常、严密。 (2)无跑烟、跑火现象。 (3)热电偶完好。 (4)温(wēn)度仪指(zhǐ)示正(zhèng)常。 (5)鼓风(fēng)机运行正常 2、工件填装要求: (1)工件装填(tián)不得过于严密,须(xū)留有一(yī)定(dìng)空(kōng)隙。 (2)工(gōng)件码放须稳固、整(zhěng)齐。 (3)工件(jiàn)码(mǎ)放应坚持防止加热变形的原则。 3、工件加热、保温、降温冷却(què)要求 (1)加热:通常(cháng)以200-400℃/小时的(de)速度加热到860℃. (2)保(bǎo)温:根据工件的厚度确定(dìng)保(bǎo)温时间为2-3小时(shí)左右。 (3)降温:随(suí)炉(lú)缓慢冷却到500℃后出炉,空气冷却(què)至正常(cháng)。 (三(sān))工(gōng)件出炉 工件冷却至正常温度后出炉,应分(fèn)类码(mǎ)放(fàng)整齐。七、铸钢件质量验收(shōu)标(biāo)准(zhǔn) 1、外形完整、光(guāng)洁;无飞边、毛翅、残(cán)缺,多肉;无(wú)砂眼(yǎn)、气孔、缩孔等铸造缺陷。 2、形状(zhuàng)、尺(chǐ)寸,加工(gōng)量符合铸造工艺(yì)图纸要求。 3、各(gè)种(zhǒng)元素(sù)含量在规(guī)定范围内。 4、符合(hé)GB/T11352-89一般工程用碳(tàn)钢(gāng)件的质量标(biāo)准。
+查看全文17 2020-03

缺陷(xiàn)一:铸造缩(suō)孔 主要原(yuán)因有合金(jīn)凝固收缩产生铸造缩孔和合(hé)金溶解时吸收了大量的空气中的(de)氧气、氮气等,合(hé)金(jīn)凝固时放出气体造成(chéng)铸造缩孔(kǒng)。 解(jiě)决的办(bàn)法(fǎ): 1)放置(zhì)储金(jīn)球(qiú)。 2)加粗铸道的直径或(huò)减短铸道的长度(dù)。 3)增加(jiā)金属的用量。 4)采用下(xià)列方法,防止组织面(miàn)向铸道方向出现凹陷。 a.在铸道(dào)的根部放置(zhì)冷(lěng)却(què)道。 b.为防止已(yǐ)熔(róng)化的金(jīn)属垂直(zhí)撞击型腔(qiāng),铸道应(yīng)成弧形。 c.斜向放置铸道。缺(quē)陷二(èr):铸件(jiàn)表面粗(cū)糙不光洁缺陷 型(xíng)腔表面粗糙(cāo)和熔化的金属与型腔表面(miàn)产生了化学反应,主要体现出下列情况。 1)包埋料粒子粗,搅(jiǎo)拌后不(bú)细腻。 2)包埋料固化(huà)后直接放入(rù)茂福炉中焙烧,水分过(guò)多。 3)焙烧的升温速(sù)度过快,型腔(qiāng)中的不同位置(zhì)产(chǎn)生膨胀差(chà),使(shǐ)型腔内面剥落(luò)。 4)焙烧的zui高温度过高或(huò)焙(bèi)烧时(shí)间过(guò)长,使(shǐ)型腔内面过于干燥(zào)等。 5)金(jīn)属的熔化温度或铸圈的焙(bèi)烧的温度过高,使金属与型腔产生反应,铸件表面烧粘了包埋料。 6)铸型的焙烧不(bú)充(chōng)分(fèn),已熔化(huà)的金属铸(zhù)入时,引起包埋(mái)料的分解,发生较多(duō)的气体(tǐ),在铸件表面产生麻点。 7)熔化的金属铸入(rù)后,造成型腔中局部的温度(dù)过高,铸件表面产生局部的粗糙。 解决的办法: a.不要过度熔化金属。 b.铸型(xíng)的焙烧温度不要过高。 c.铸型(xíng)的焙烧温度不要过(guò)低(磷酸盐包埋料的焙(bèi)烧温(wēn)度为800度-900度)。 d.避免发生组织(zhī)面向铸道方向出现凹陷(xiàn)的现象。 e.在蜡型上涂(tú)布防止烧(shāo)粘的液体。缺(quē)陷三:铸件发生(shēng)龟(guī)裂(liè)缺陷(xiàn) 有两(liǎng)大原因,一是通常因该处的金属凝(níng)固过(guò)快,产生铸造缺陷(接缝);二是因高(gāo)温产生的龟裂。 1)对于金属(shǔ)凝固过快,产生(shēng)的铸造接缝,可以通过控制铸入(rù)时间和凝固时(shí)间来解决。铸入时(shí)间(jiān)的相(xiàng)关因素(sù):蜡型的形状。铸到的(de)粗细数量。铸造(zào)压(yā)力(铸造机)。包埋(mái)料(liào)的透气(qì)性。凝固时间(jiān)的相关因(yīn)素:蜡型的形状。铸圈(quān)的(de)zui高焙烧温(wēn)度。包(bāo)埋料的类型。金属(shǔ)的类型。铸造的温度。 2)因高温产生的龟裂,与金属及包埋料(liào)的机械性能有关。下列情(qíng)况易产生(shēng)龟裂:铸入(rù)温度高易产生龟(guī)裂;强度高的包埋料易产生龟裂(liè);延伸性小的镍烙合金及(jí)钴烙合金易产生龟裂。 解决的办法(fǎ): 使用强度低的包埋(mái)料;尽量降低金属(shǔ)的铸入温度;不使用延展性小的(de)。较脆的合金。缺陷四:球状(zhuàng)突起(qǐ)缺陷 主要是包埋料调(diào)和后残留(liú)的空气(气泡)停留在(zài)蜡型的(de)表面而造成。 1)真空调和包埋料(liào),采用真空包埋后效果更好。 2)包埋前在蜡型的表面喷射界面(miàn)活性剂(例如日进公司的castmate) 3)先把包(bāo)埋料涂(tú)布在蜡型上。 4)采用(yòng)加压包埋的方法(fǎ),挤出气泡(pào)。 5)包埋时留意蜡型的(de)方向,蜡型与铸道连接处的下方不要有(yǒu)凹陷。 6)防止包埋时混入气泡。铸圈与铸座。缓冲纸均需(xū)密合;需沿铸(zhù)圈内壁灌注(zhù)包埋料(使用震荡机)。 7)灌(guàn)满(mǎn)铸圈(quān)后不得再震荡。缺陷五:铸件的飞边缺陷 主(zhǔ)要是因(yīn)铸圈龟裂,熔化的金属流入(rù)型腔的裂纹(wén)中。 解决的办法: 1)改变包埋条(tiáo)件:使用强度较高(gāo)的包埋料。石膏类包埋(mái)料的强度低于(yú)磷酸(suān)盐(yán)类包埋料,故使用时应谨慎。尽量使用有圈铸造。无圈铸造时,铸圈(quān)易产生龟(guī)裂,故(gù)需注。 2)焙烧的条件:勿在包埋料(liào)固化后(hòu)直接焙烧(应(yīng)在数小时后再焙(bèi)烧(shāo))。应缓缓的升温。焙烧(shāo)后立(lì)即铸造(zào),勿重(chóng)复焙烧铸圈。
+查看(kàn)全文16 2020-03
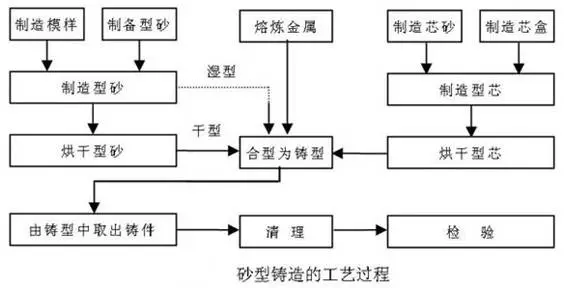
普通砂(shā)型铸造的(de)基本(běn)原材料是(shì)铸(zhù)造(zào)砂和型砂粘结剂。常(cháng)用的(de)铸(zhù)造砂是硅质(zhì)砂,硅砂的(de)高温性能不(bú)能满足使(shǐ)用要求时则使用锆英砂(shā)、铬铁矿砂、刚玉砂等特种砂。应用广的型砂粘结(jié)剂(jì)是粘土,也(yě)可采(cǎi)用各种干性油(yóu)或(huò)半干性(xìng)油、水溶性硅酸盐或磷酸盐(yán)和各种合成树脂作型砂粘结剂。 砂型(xíng)铸造中所用的外砂型按(àn)型砂所用(yòng)的粘结剂及(jí)其建立(lì)强度(dù)的方式不同分为粘(zhān)土湿砂型、粘(zhān)土干砂型和(hé)化(huà)学硬(yìng)化砂型3种。砂型铸(zhù)造用的是很流行和(hé)很简单类型的铸件已(yǐ)延(yán)用几个世纪.砂(shā)型铸造是用来(lái)制造大型(xíng)部(bù)件,如灰铸铁(tiě),球墨铸铁,不锈钢和其它类型钢材等工序的砂型铸造(zào)。其(qí)中主要步骤(zhòu)包括绘画(huà),模具,制(zhì)芯,造型,熔化(huà)及浇注,清洁(jié)等(děng)。 工艺参数的选择 1.加工余量 所谓加工余量,就是铸(zhù)件上需要(yào)切削加工的表面,应预先留出一定的加工余(yú)量,其大小取决于铸造合金的种类(lèi)、造型方法、铸(zhù)件大小及加工面在铸(zhù)型中的位(wèi)置等诸多因素。2.起模斜度 为了使(shǐ)模样便于从铸型(xíng)中取出(chū),垂直于分(fèn)型(xíng)面的立壁上所加的斜度称为起模斜度。3.铸造(zào)圆角 为了防(fáng)止铸件在壁(bì)的连接和拐角处产生应力和裂纹,防止铸型的尖角损坏和产生砂眼,在设计铸件时,铸件壁的连接和拐角部分(fèn)应(yīng)设计成(chéng)圆角。4.型芯(xīn)头 为了保证型(xíng)芯在铸型中的定位、固定和排气,模样和型芯都要设计出型芯头(tóu)。5.收缩余量 由于铸件在浇注后的冷却收(shōu)缩(suō),制作(zuò)模样(yàng)时要加上这部分收缩尺寸。 优点: 1.粘土的(de)资源(yuán)丰富、价格便宜。使(shǐ)用过的粘土湿砂经适当的砂处(chù)理(lǐ)后(hòu),绝(jué)大部分(fèn)均可(kě)回收再(zài)用;2.制造铸型的周期(qī)短、工效(xiào)高;3.混好的型砂可使用的时间长(zhǎng);4.适应性很广。小(xiǎo)件、大件,简单(dān)件、复杂件(jiàn),单件、大批量(liàng)都可采用;缺点(diǎn)及局限性(xìng):1.因为每个砂质铸型只能浇(jiāo)注一次,获得铸件后铸型即损坏,必须重(chóng)新造型,所以(yǐ)砂型铸(zhù)造的生(shēng)产效率较低(dī);2.铸型的刚度不高,铸件的尺(chǐ)寸精度较(jiào)差(chà);3.铸件易于产生冲砂、夹砂(shā)、气孔等(děng)缺陷。压铸工艺原(yuán)理是利用高压将金(jīn)属液高速压入一精密金(jīn)属模具型腔内(nèi),金属液在压力(lì)作用下冷却(què)凝(níng)固而(ér)形成铸件。 a)合型浇注 b) 压射 c) 开型(xíng)顶件 冷、热(rè)室压(yā)铸是压铸工(gōng)艺的两种(zhǒng)基(jī)本方式。冷室压铸中(zhōng)金属液由(yóu)手工或自动(dòng)浇注装(zhuāng)置浇入压室内,然后压射冲头前进,将(jiāng)金属(shǔ)液压(yā)入型腔。在(zài)热室(shì)压铸工艺中,压室(shì)垂直于坩埚内(nèi),金属液通过压室上的进料口(kǒu)自动流入压室。压射冲(chōng)头向下运动,推(tuī)动金属液(yè)通过鹅(é)颈管进入型腔。金属液凝固后,压(yā)铸(zhù)模具打(dǎ)开(kāi),取(qǔ)出铸件,完(wán)成一个压铸循(xún)环。熔模铸造用蜡料(liào)做模样时,熔模铸造又称"失蜡铸造"。熔模(mó)铸造通常是指(zhǐ)在易熔(róng)材(cái)料制成模样,在模(mó)样表面包(bāo)覆(fù)若干层(céng)耐火材料制成型壳,再将模(mó)样熔化排出型壳,从而获得无(wú)分(fèn)型面的铸型,经高温(wēn)焙烧后即可填砂(shā)浇注的(de)铸造方案。由(yóu)于(yú)模样广泛采(cǎi)用(yòng)蜡质材料来制造,故常将熔模铸(zhù)造称为“失蜡(là)铸造(zào)”。 可用熔模铸造(zào)法(fǎ)生(shēng)产(chǎn)的合金种类有碳素(sù)钢、合金钢、耐(nài)热合金(jīn)、不锈钢、精密合金(jīn)、永磁(cí)合金、轴承合金、铜合金、铝合金、钛合金和球(qiú)墨铸铁(tiě)等。熔(róng)模铸(zhù)造工艺(yì)过程 优点: 1.尺寸精度较高。一般可达CT4-6(砂(shā)型铸(zhù)造为CT10~13,压铸为CT5~7); 2.可(kě)以提高金属材(cái)料的利用率。熔模铸(zhù)造能(néng)显(xiǎn)著(zhe)减少产(chǎn)品(pǐn)的成形表(biǎo)面和配合表面的加工(gōng)量,节省加(jiā)工台(tái)时和(hé)刃具材料的消耗; 3.能极大限度(dù)地(dì)提(tí)高毛坯(pī)与零件之间的相似(sì)程度,为零件(jiàn)的(de)结(jié)构设计(jì)带来(lái)很大方便。铸造(zào)形状复杂的铸件熔模(mó)铸(zhù)造能铸出(chū)形状十分复(fù)杂的铸件,也能铸造壁厚为0.5mm、重量小至(zhì)1g的铸件,还(hái)可以铸造组合的(de)、整体的铸件; 4.不受合金材料的制约。熔模铸造法可以铸造碳钢、合金钢、球墨铸铁(tiě)、铜合金和铝合金铸件,还可以铸造高温合金、镁合金、钛合金以及贵金属等材料的铸件(jiàn)。对于难以锻造、焊接(jiē)和切(qiē)削加工(gōng)的合(hé)金材料,特别适(shì)宜于用精(jīng)铸方(fāng)法(fǎ)铸造; 5.生(shēng)产灵活性(xìng)高、适应性强熔模铸造(zào)既适用于大(dà)批量生产,也适(shì)用小批(pī)量生产甚至(zhì)单件生产。 缺点及局限性: 铸件尺(chǐ)寸(cùn)不能太大工艺过(guò)程复杂铸(zhù)件冷(lěng)却速度(dù)慢。熔(róng)模铸造(zào)在所有毛坯(pī)成形方法中,工艺很复(fù)杂,铸件成本也很(hěn)高,但是如(rú)果产品选择(zé)得当,零(líng)件设计合理,高(gāo)昂的铸造成(chéng)本由于减少切(qiē)削(xuē)加(jiā)工、装配和节(jiē)约金属材料等方面(miàn)而得到补偿,则熔模铸造具有(yǒu)良好的(de)经(jīng)济性。
+查看(kàn)全文14 2020-03

缺陷一:铸造缩孔 主要原因有(yǒu)合金凝固收(shōu)缩产(chǎn)生铸造缩孔和合(hé)金溶解时吸收(shōu)了大量的空气(qì)中的氧气、氮气等,合(hé)金凝固时放出气体造成铸造缩孔。 解决的(de)办法: 1)放置(zhì)储金球。 2)加粗铸道的直(zhí)径(jìng)或(huò)减短铸道的长度。 3)增加金属的用(yòng)量。 4)采(cǎi)用下(xià)列方法,防(fáng)止组织面向铸道方(fāng)向出现凹陷。 a.在铸道(dào)的根部放置冷(lěng)却道(dào)。 b.为防止已熔化的金属垂(chuí)直撞击型腔,铸道应(yīng)成弧形。 c.斜向(xiàng)放置铸(zhù)道。缺陷二(èr):铸件表面粗糙不光洁缺陷 型腔表面粗糙和(hé)熔化的金属与(yǔ)型腔表面产生(shēng)了化(huà)学反应,主要(yào)体现出下(xià)列(liè)情(qíng)况。 1)包埋料粒子粗,搅拌后不细腻。 2)包埋料固(gù)化后(hòu)直接放(fàng)入茂福炉中焙(bèi)烧,水分过多。 3)焙烧(shāo)的升温速度过快,型腔中的不同位(wèi)置产生膨胀差,使型(xíng)腔内面剥落。 4)焙烧的温度过(guò)高或焙烧时间过(guò)长,使型腔内面过于(yú)干燥等。 5)金(jīn)属的熔化温度或铸圈的焙(bèi)烧的(de)温度过高(gāo),使金属与(yǔ)型腔产生反应,铸件表面烧粘了(le)包埋料(liào)。 6)铸型的焙(bèi)烧不充分,已熔化的金属铸入(rù)时(shí),引起包埋料的分解,发生较多的气体,在铸件表(biǎo)面产生(shēng)麻点(diǎn)。 7)熔化的(de)金(jīn)属铸入后(hòu),造(zào)成(chéng)型腔中局部的温度过高,铸件表面(miàn)产(chǎn)生局部(bù)的粗糙。 解决(jué)的办法: a.不要过度(dù)熔化金(jīn)属。 b.铸型的(de)焙烧温(wēn)度不要过高。 c.铸型的(de)焙烧温度不要过低(dī)(磷酸盐包埋料的焙(bèi)烧温度为(wéi)800度-900度)。 d.避免发生组织面向铸(zhù)道方向(xiàng)出现凹陷的现象。 e.在蜡型上涂布(bù)防止烧粘的液体(tǐ)。缺陷三:铸件(jiàn)发生龟裂缺陷(xiàn) 有(yǒu)两大(dà)原(yuán)因,一是(shì)通常因该处的金(jīn)属(shǔ)凝(níng)固过(guò)快,产生铸造缺(quē)陷(接缝);二(èr)是因高温产生的龟裂。 1)对于(yú)金属(shǔ)凝(níng)固过(guò)快,产生(shēng)的铸(zhù)造接缝,可以(yǐ)通过控制铸入时间和(hé)凝固时间来解(jiě)决。铸(zhù)入时间的相关(guān)因素:蜡型的(de)形状。铸到的粗细数量。铸造压力(铸造机)。包埋料的透气(qì)性(xìng)。凝固时间的相(xiàng)关因素:蜡(là)型(xíng)的形状。铸圈的***高焙烧(shāo)温度。包埋料的类(lèi)型(xíng)。金属的类(lèi)型(xíng)。铸(zhù)造(zào)的温(wēn)度。 2)因高温产生的龟裂,与(yǔ)金属及包(bāo)埋料的机(jī)械性(xìng)能有关。下列情况易产生龟裂:铸入温度高易产生(shēng)龟(guī)裂;强度高的包埋料(liào)易产生龟裂;延(yán)伸性小的镍烙合(hé)金及钴烙(lào)合金易(yì)产生龟裂。 解(jiě)决的(de)办法: 使用强(qiáng)度低的包(bāo)埋料;尽量降(jiàng)低金(jīn)属的铸入温度;不使(shǐ)用延展性小的。较脆的合金。 缺陷四:球状突起缺陷 主要是包(bāo)埋料调和后残留的空气(气泡)停留在蜡型的表面而造成。 1)真(zhēn)空调(diào)和包埋(mái)料,采用真空包(bāo)埋后效(xiào)果更好。 2)包埋前(qián)在蜡型的表(biǎo)面喷射界面活性(xìng)剂(jì)(例如日进公司的castmate) 3)先把包埋料涂布在(zài)蜡型(xíng)上。 4)采用加(jiā)压包埋(mái)的方法(fǎ),挤出气泡。 5)包埋时留意蜡型的方向,蜡型与铸道连接处的下方不(bú)要有凹陷。 6)防止包埋时混入(rù)气泡。铸圈与铸座(zuò)。缓冲纸均需密合;需(xū)沿(yán)铸圈内壁灌注包埋料(使用(yòng)震荡机)。 7)灌满铸圈后(hòu)不得再震荡。缺陷五:铸件的飞边(biān)缺陷 主要是(shì)因铸圈龟裂,熔化(huà)的金属流(liú)入型腔的裂纹中。 解决的办法: 1)改变包埋条件(jiàn):使(shǐ)用强度较高的包(bāo)埋(mái)料。石(shí)膏类包埋料的强度低于磷(lín)酸盐类包埋料(liào),故使(shǐ)用时应谨慎(shèn)。尽量使用有圈铸(zhù)造。无(wú)圈铸造时,铸圈易产生龟(guī)裂,故需注。 2)焙烧的条件:勿在(zài)包埋料固(gù)化后直接(jiē)焙烧(应在数(shù)小时后再焙烧)。应缓缓的升温。焙烧后立即铸造,勿重复(fù)焙烧铸圈。
+查看全文(wén)13 2020-03

距齿轨 也(yě)叫销(xiāo)轨、齿轨(guǐ)条 适用(yòng)于煤矿(kuàng)井下用刮板输送机、 转载机的中部槽(cáo)部分。用途(tú) 齿轨、销(xiāo)轨安放在齿(chǐ)轨(guǐ)座上是采煤机的行走轨道,齿轨座焊(hàn)接在中部槽槽(cáo)帮上,齿轨座与齿轨通过(guò)齿轨销进行链接。结(jié)构 齿(chǐ)轨、销轨按节距规格可以分为:126节距齿轨(guǐ)、147节距齿(chǐ)轨(guǐ)。 齿轨、销轨按节距数可以分为:3节距齿轨(guǐ)、4节距齿(chǐ)轨、5节距齿轨、6节距齿(chǐ)轨(guǐ)、7节(jiē)距齿轨、8节距齿轨、9节距齿(chǐ)轨。工艺 齿轨、销(xiāo)轨按制作方式可以分为:锻造齿轨和锻打齿轨。分类 齿轨、销轨按生产主(zhǔ)机厂(chǎng)可以分为(wéi):张家口(kǒu)齿轨、西北奔(bēn)牛齿轨、山西煤机厂齿(chǐ)轨、山东矿机齿轨、郑煤机齿轨等。 常(cháng)见齿轨、销轨型号有:115S-01、01TXG126-5等。服(fú)务保证 品(pǐn)质(zhì)保(bǎo)证:视产品质量如生命。我公司产品严格按照(zhào)国家质量管理体系认证(zhèng)GB/T19001 / ISO9001:2015标准,采用先进的设计理念,使用(yòng)现代化生产设备(如(rú)数(shù)控双(shuāng)边焊机、智能机械手、加工中心等),完(wán)善的产品检测体系,保证产品质量合格。 价格保证:市场优惠价格。我公司产品(pǐn)材料均选用国内外质量(liàng)品(pǐn)牌(pái),在保证品质的基础上,提供市(shì)场优惠(huì)价格。 交(jiāo)货保证:按(àn)照客户的要(yào)求(qiú),保证按时交货。有特殊要求,需提前完工(gōng)的,公司可组(zǔ)织生产力量,满足客户需求。 售(shòu)后保证:完善的售(shòu)后团队。我公(gōng)司(sī)以快(kuài)速有效的信(xìn)息反馈体系,确保为客户(hù)提供***的(de)维修服务。提供完(wán)整的(de)产品(pǐn)问题分析和解(jiě)决办法,延长产品使用寿命,帮企(qǐ)业节省采(cǎi)购成本。
+查(chá)看全文12 2020-03